Il fallimento dei materiali è vitale nei modi sia dell’ingegneria che dell’economia poiché la parte fratturata di un componente può inibire o impedire il processo di lavorazione. Quindi, un esame dettagliato è fatto solitamente per le parti failured. Una parte considerevole dei guasti proviene dai meccanismi di fatica. Tuttavia, se il processo viene mantenuto a temperature elevate, emerge un nuovo sospetto abituale. Questo meccanismo di fallimento è chiamato creep failure. Una definizione standard di scorrimento può essere fatta come la deformazione plastica di materiali a temperature elevate e carichi statici.
Il comportamento di scorrimento è principalmente essenziale per le applicazioni di ingegneria che si svolgono in ambienti ad alta temperatura. Quindi, il design delle parti metalliche deve essere fatto considerando la resistenza allo scorrimento. Ad esempio, le pale delle turbine dei motori a reazione di solito soffrono di creep poiché l’atmosfera interna del motore funziona a 800-1300°C. Inoltre, i carichi centrifughi sulle pale contribuiscono anche al flusso plastico del materiale. Pertanto, vengono utilizzati elementi di lega aggiuntivi per garantire un incremento della resistenza allo scorrimento delle pale della turbina. Altre applicazioni di ingegneria ad alta temperatura possono essere esemplificate come; reattori nucleari, tubi di caldaia, motori a razzo e turbine a vapore.
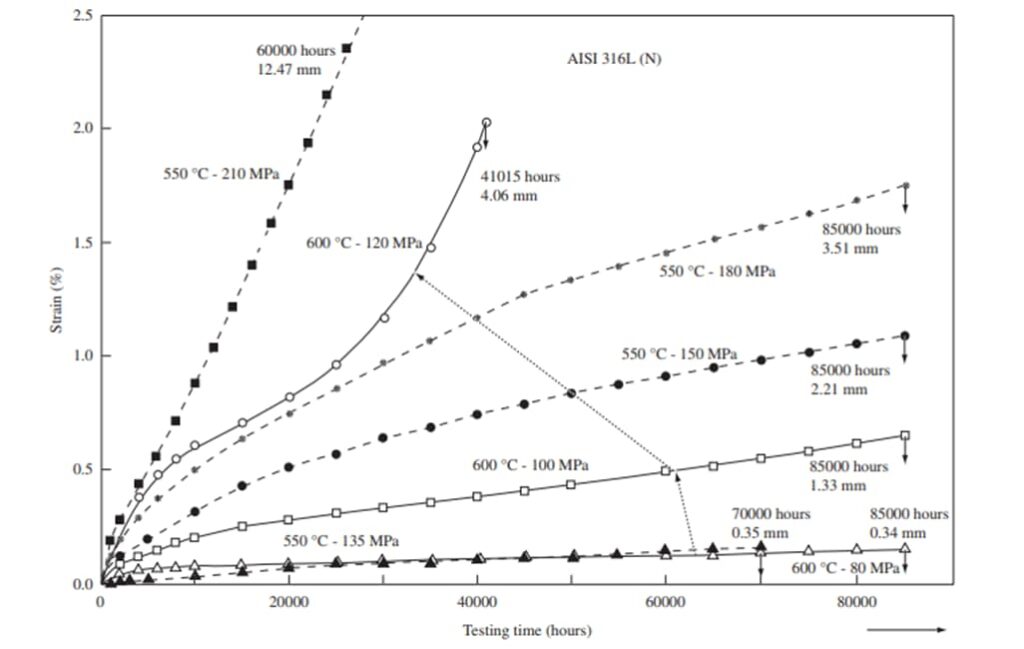
Nei materiali strutturati in cristallo (metalli e ceramiche), la temperatura critica di scorrimento può essere determinata come 0,4-0,5 della temperatura di fusione del materiale correlato. Questa temperatura critica è cruciale per le considerazioni di progettazione dei materiali. Quando vengono presi in considerazione occhiali e materiali polimerici, la temperatura di transizione vetrosa viene decisa come punto critico in cui si verificano grandi quantità di deformazione da scorrimento. Tuttavia, alcuni materiali possono soffrire di creep anche a temperatura ambiente. Questi materiali possono essere polimeri gommosi o metalli teneri (ad esempio, piombo). Le temperature critiche per i guasti del creep sono vitali per la selezione dei materiali adeguati durante la progettazione se i componenti di ingegneria. Per migliorare la resistenza allo scorrimento dei materiali, vengono comunemente utilizzati particolari elementi di lega. A questo punto, nichel, cromo e cobalto sono ampiamente utilizzati come elementi di lega per aumentare la resistenza allo scorrimento dei materiali ingegneristici. Come detto prima, le pale della turbina del motore a reazione sono prodotte tramite superleghe di nichel (CMSX-4, CMSX-10, Inconel, ecc.) e ulteriori elementi di lega (Renio, Rutenio) che contribuiscono alla resistenza allo scorrimento delle pale della turbina. Il flusso di plastica dei materiali a causa del creep può variare per diverse temperature e diverse sollecitazioni di trazione. La variazione del ceppo in base alle diverse temperature può essere vista nella figura seguente. Quando il modello viene esaminato, è evidente che il flusso plastico dei materiali può avvenire alle sollecitazioni che sono inferiori al carico di snervamento del materiale testato. Allo stesso modo, fatica fallimento il fallimento creep può iniziare anche a sollecitazioni inferiori rispetto alla tensione di snervamento. Ecco perché la progettazione dei materiali è estremamente importante per le applicazioni ad alta temperatura. Se la selezione del materiale viene effettuata considerando solo le temperature della stanza o temperature insignificanti (temperature che non potrebbero contribuire allo scorrimento), potrebbero emergere catastrofi dall’inizio del flusso di plastica al di sotto del carico di snervamento del metallo. La figura seguente rappresenta il comportamento di scorrimento di un acciaio inossidabile austenitico 316L, che è molto comunemente usato per le applicazioni di saldatura.
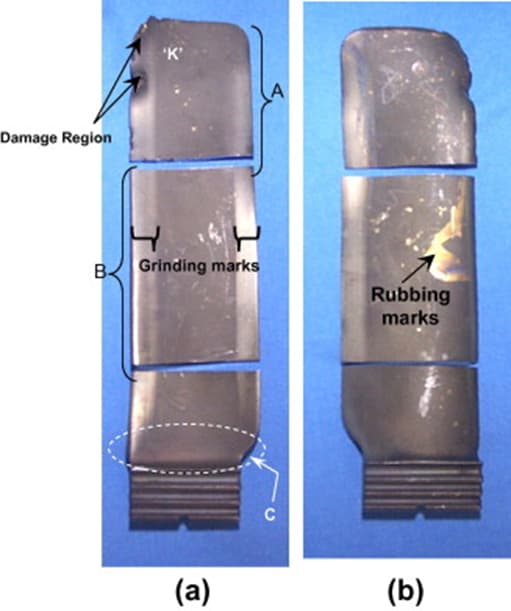
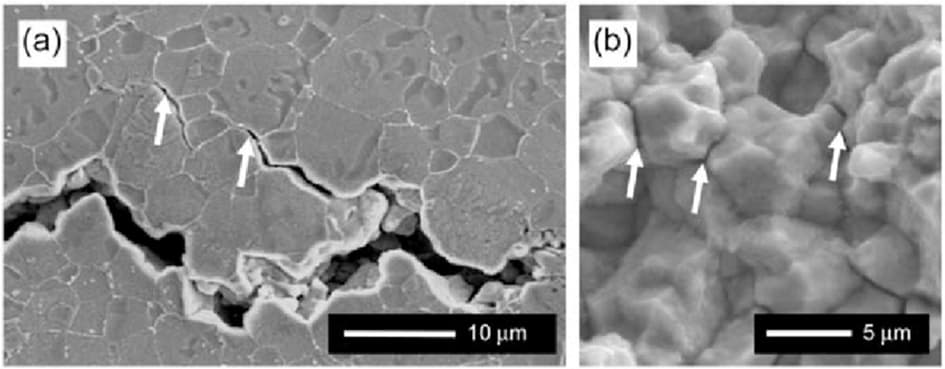
Il meccanismo del guasto al creep è anche cruciale per migliorare la resistenza al creep dei metalli. Si deve esaminare correttamente la superficie fratturata del metallo che è fallito finora. La maggior parte degli esami mostrano, crepe si verificano sui confini di grano dei metalli falliti. Quindi, le caratteristiche di frattura dei guasti di scorrimento possono essere definite come intergranulari per la maggior parte dei casi. Inoltre, l’ambiente ad alta temperatura in cui viene azionata la parte metallica può causare fratture di tipo duttile. Quindi, è chiaro che i guasti del creep sono fratture duttili intergranulari (per la maggior parte dei guasti). Poiché le crepe di guasto del creep sono iniziate sui confini del grano del metallo relativo, l’assenza dei confini del grano può diventare vantaggiosa per le applicazioni ad alta temperatura. Quindi, le parti metalliche progettate per applicazioni ad alta temperatura vengono prodotte diminuendo il numero di grani. La maggior parte delle pale della turbina sono realizzate fornendo strutture monocristalline in cui presenta solo un limite di grano. La figura seguente mostra la frattura intergranulare di una parte metallica che è affetta da creep.
La resistenza allo scorrimento può essere ottenuta eseguendo particolari test di scorrimento per le parti metalliche desiderate. Di solito, le prove di trazione vengono applicate per comprendere il flusso di plastica e la velocità di deformazione del materiale. Tuttavia, la previsione che viene valutata dalla prova di trazione non può essere utilizzata per i materiali che sono progettati per essere utilizzati in applicazioni ad alta temperatura. La velocità di deformazione determinata al termine della prova di trazione è adeguata per le applicazioni che si svolgono in condizioni di temperatura ambiente. A questo punto, la tensione del metallo per lo stress applicato non cambierà nel tempo a causa della bassa temperatura dell’ambiente. Tuttavia, se vengono prese in considerazione temperature elevate, la velocità di deformazione deve essere calcolata per l’esatta temperatura di esercizio poiché il creep è il meccanismo di guasto primario. Qui, un quarto della temperatura di fusione dei materiali deve essere condotto durante la prova di trazione per simulare il comportamento del materiale a temperature elevate.
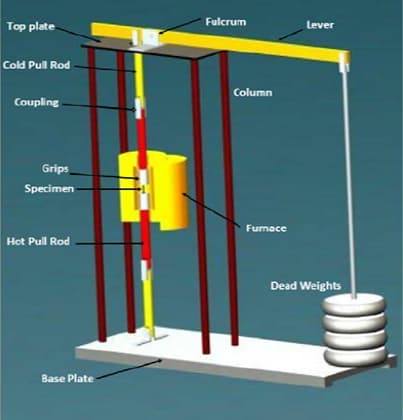
Il test di scorrimento dei metalli è fatto per prevedere il comportamento del metallo in condizioni di alta temperatura. Il test di scorrimento è molto simile ai test di trazione o compressione; tuttavia, le condizioni ad alta temperatura vengono mantenute durante il test di scorrimento. La prova di scorrimento è fatta usando una provetta di trazione. Il carico iniziale è determinato prima dell’inizio della prova. Pertanto, lo stress costante viene applicato al modello di trazione del metallo per simulare le condizioni di scorrimento. I carichi possono essere pesi semplici, o una macchina di prova di trazione può mantenere la tensione sul campione. In aggiunta a ciò, un semplice forno viene posizionato attraverso il campione per creare le temperature elevate desiderate. Una termocoppia è disposta nella provetta per controllare il calore del metallo. Quando la temperatura desiderata è raggiunta, le sollecitazioni di trazione o di compressione sono applicate alla provetta. Alla fine della prova, la velocità di deformazione del campione viene tracciata su un grafico. I risultati della velocità di deformazione in base al tempo trascorso, è chiamato come curva di scorrimento in cui le considerazioni sono fatte usandolo. Il comportamento del campione a temperatura elevata può essere visto in questa curva di scorrimento – lo schema seguente mostra una tipica curva di scorrimento con tre regioni distinte.
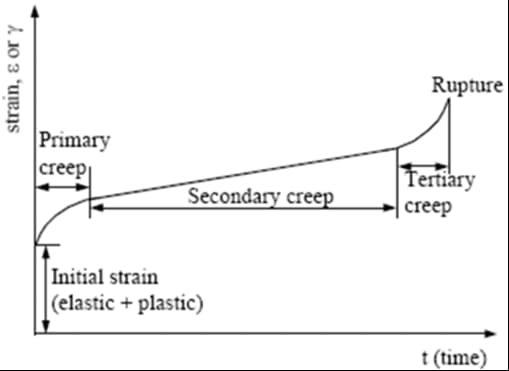
Le regioni sulla curva di scorrimento sono zone distinte in cui il tasso di scorrimento differisce per ogni zona. La derivata della velocità di deformazione contro il tempo è chiamata velocità di deformazione. Il tempo fratturato della provetta dipende generalmente dalla quantità di temperatura e dalla quantità di sforzo applicato. La deformazione iniziale che si verifica prima dell’inizio della prova potrebbe essere elastica o plastica, o entrambi. Tuttavia, anche la deformazione plastica iniziale avviene prima dell’inizio della prova, il tasso di deformazione nella deformazione iniziale non può essere indicato come deformazione di scorrimento. Il test di scorrimento avviene solitamente applicando sollecitazioni inferiori al carico di snervamento del materiale correlato. Le regioni sulla curva di scorrimento possono essere denominate come zona di scorrimento primaria (transitoria), zona di scorrimento secondaria (stazionaria) e zona di scorrimento terziaria. La deformazione del materiale inizia nella zona di scorrimento primaria (a parte la deformazione iniziale che si verifica a causa dei carichi senza alcun riscaldamento). La velocità di deformazione del metallo raggiunge il suo valore minimo nella zona di scorrimento allo stato stazionario, dove anche la velocità di deformazione del metallo è costante. Prima della frattura finale del metallo, piccoli vuoti emergono nella struttura del materiale. Questi piccoli vuoti crescono e si uniscono, quindi si verificano crepe. Queste crepe portano al fallimento finale del metallo. L’importanza di questi piccoli vuoti è in realtà circa il loro tempo di emergenza. Quando inizia il creep terziario, sorgono questi piccoli vuoti. Questi piccoli vuoti sono modelli distintivi per l’analisi dei guasti. Quando si osserva la microstruttura della superficie di frattura di un metallo, si possono vedere questi piccoli vuoti. L’osservazione dei piccoli vuoti indica che metà del tempo di servizio del materiale è completato.
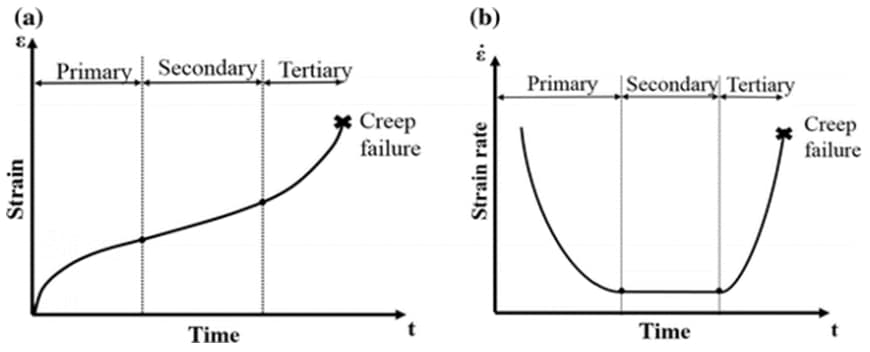
Quindi, la parte metallica consuma metà del tempo di vita tra la zona di scorrimento allo stato stazionario e la zona di scorrimento terziario. Tuttavia, la vita rimanente del metallo nella zona di scorrimento terziario non è uguale alla metà della vita totale del materiale. Il tasso di scorrimento del materiale aumenta nella zona di scorrimento terziario, quindi il progresso dello scorrimento nell’area terziaria aumenta anche nella terza zona. Quindi, il resto del tempo di servizio del materiale viene consumato più rapidamente rispetto al consumo nella zona di scorrimento allo stato stazionario. Il termine tasso di scorrimento può essere visto nella figura sottostante. La maggior parte delle considerazioni di progettazione utilizzano il tasso di scorrimento allo stato stazionario per il materiale che verrà utilizzato in applicazioni ad alta temperatura. Poiché la velocità di scorrimento è la derivata della deformazione rispetto al tempo, la zona di scorrimento secondaria esegue la velocità di scorrimento minima e costante alla velocità di scorrimento inferiore (velocità di deformazione) rispetto al grafico temporale.
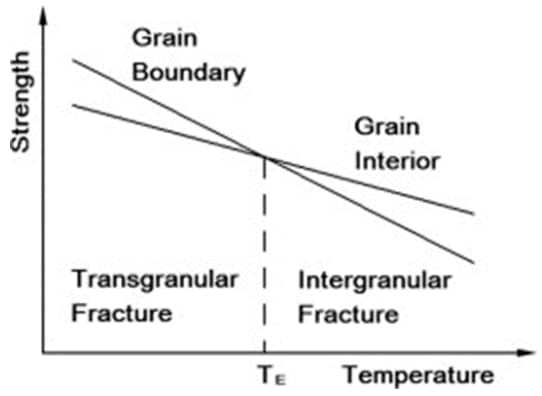
È stato detto che il meccanismo di frattura intergranulare è comune per i guasti del creep. La ragione della caratteristica della frattura intergranulare può essere spiegata esaminando i valori di resistenza dei grani interni e dei confini del grano a diverse temperature. La resistenza alla trazione dei confini del grano è superiore all’interno dei grani per le basse temperature; tuttavia, la resistenza alla trazione dell’interno dei grani è superiore ai confini del grano per temperature elevate. Pertanto, i guasti ad alta temperatura tendono a verificarsi ai confini del grano (intergranulare). Poiché il creep avviene a temperature elevate (per la maggior parte dei metalli), si osservano comunemente le caratteristiche intergranulari delle fratture del creep. Lo schema seguente mostra la variazione della tensione di trazione con temperature variabili. L’intersezione delle linee intergranulari e transgranulari è chiamata “temperatura equicoesiva”, dove i punti di forza di entrambi i confini del grano e dei grani interni sono uguali tra loro.
Gli standard per i test di scorrimento sono fondamentali per fornire dati di test affidabili. I vari standard sui test di scorrimento possono essere visti nella tabella sottostante.
Tabella 1. Diversi standard per creep
| BS 3500 | Metodi per prove di scorrimento e rottura dei metalli. |
| BS EN 10291 | Materiali metallici – Test di scorrimento uniassiale in tensione. |
| BS EN ISO 899 | Plastica-Determinazione del comportamento di scorrimento. |
| ASTM E139 | Condurre prove di scorrimento, rottura di scorrimento e rottura di stress di materiali metallici. |
| BS EN 1225 | Determinazione del fattore di scorrimento del vetro * Plastica termoindurente rinforzata * Condizioni di bagnato. |
| BS EN 761 | Determinazione del fattore di scorrimento del vetro * Plastica termoindurente rinforzata * Condizioni asciutte. |
- Hosford, W., 2011. Scienza dei materiali. New York: Cambridge University Press.
- Effetto della microstruttura e della struttura cristallografica sulle proprietà meccaniche dell’acciaio 9Cr-1Mo modificato – Figura scientifica su ResearchGate. Disponibile da: https://www.researchgate.net/figure/A-typical-creep-curve-indicates-three-different-regions-the-primary-secondary-and-the_fig15_325678541
- Twi-global.com. 2020. Test di scorrimento e scorrimento. Disponibile presso: < https://www.twi-global.com/technical-knowledge/job-knowledge/creep-and-creep-testing-081>.
- Dowling, N., Kampe, S. e Kral, M., n.d. Comportamento meccanico dei materiali. pp. 802, 809.
- Shop.bsigroup.com. 2020. Standard di ingegneria, requisiti per l’ingegneria, BSI. Disponibile presso: < https://shop.bsigroup.com/en/Browse-by-Sector/Engineering/?t=r>.
- Gaffard, V., Besson, J., & Gourgues-Lorenzon, A. F. (2005). Modello Creep failure di un acciaio inossidabile martensitico temperato che integra molteplici meccanismi di deformazione e danno. International Journal of Fracture, 133(2), 139-166. doi: 10.1007 / s10704-005-2528-8
- Sasikala, G., Mathew, MD, Bhanu Sankara Rao, K., & Mannan, SL (1999). Deformazione di scorrimento e comportamento di frattura di un metallo di saldatura dell’acciaio inossidabile del tipo 316 del azoto-cuscinetto. Journal of Nuclear Materials, 273(3), 257-264. doi:10.1016 / s0022-3115(99)00057-4