Índice de capacidad de la máquina
Cmk (y Cm) son dos denotaciones que representan la capacidad de la máquina. Cmk representa un reflejo a muy corto plazo del rendimiento de la máquina en relación con los límites de tolerancia (o límites de especificación).
Valores más altos para Cm y Cmk representan un mejor rendimiento de la máquina.
Cm y Cmk describe la capacidad de la máquina utilizando 20-50 mediciones consecutivas.
Esto se considera un índice a muy corto plazo, ya que este proceso de recopilación de estas mediciones consecutivas NO puede incluir paradas, cambios de operador, cambios de herramienta, cambios de máquina, cambios de entorno, cambios de aceite, etc.
Recordar como muestra la espina de pescado, hay seis factores generalmente aceptados que crean variación:
1) Entorno
2) Máquina
3) Operador
4) Método
5) Material
6) Medición
Para Cmk y Cm, los ÚNICOS factores de variación que están en juego son la Medición y la máquina. De ahí que el nombre sea capacidad de máquina y no capacidad de proceso.
Y es el trabajo del Cinturón Negro cuantificar la variación del sistema de medición y verfiy un MSA que pasa. Esto valida que la variación del sistema de medición es mínima como un % de la variación total.
Es posible que la capacidad de la máquina sea la misma (o igual) a la capacidad del proceso, pero muy, muy improbable. La capacidad de la máquina es un muestreo muy corto y el mejor valor de rendimiento en Cp y Pp.
Cp y Pp nunca excederán Cm. La Cm casi siempre será mayor que Cp y Pp.
Las mediciones del índice de capacidad de proceso de Cpk, Cp, Pp y Ppk incluirán paradas y algunas o todas las seis fuentes de variación anteriores.
Cm no tiene en cuenta la posición de la extensión dentro de los límites de tolerancia. Ahí es donde Cmk entra en juego.
¿Qué significa el valor Cm?
El valor de Cm es el número de veces que se extiende el rendimiento de la máquina en comparación con el ancho de la tolerancia.
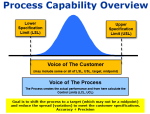
Para ayudar a entender Cm, si el valor Cm es 2.0, eso significa que la extensión de las mediciones consecutivas encajará 2 veces en el ancho de tolerancia. El ancho de tolerancia es dos tan grande como la extensión de datos. El rango de tolerancia es el rango entre el Límite de Especificación Inferior (LSL) y el Límite de Especificación Superior (USL).
Un Cm de 1.0 significa que el ancho de los datos es igual al ancho de las tolerancias Sin embargo, no indica dónde se relacionan los datos con las tolerancias En otras palabras, si puede no estar centrado en absoluto y podría residir 100% fuera de una de las tolerancias.
Por lo tanto, incluso si la extensión de los datos no está centrada, sigue siendo el mismo ancho. Cm no tiene relación con la posición de sus datos en relación con los límites de especificación (tolerancias) o un valor objetivo (recuerde que los valores objetivo pueden no ser siempre el punto medio de las tolerancias).

Qué significa «k» en Cmk
La adición de «k» en Cmk cuantifica la cantidad de la que se centra una distribución, en otras palabras, explica el desplazamiento y la ubicación en lo que respecta a la tolerancia o las especificaciones. Un proceso perfectamente centrado donde la media es la misma que el punto medio tendrá un valor» k » de 0.
El valor mínimo de » k » es 0 y el máximo es 1.0. Una extensión de datos de máquina perfectamente centrada tendrá Cm = Cmk.
Cmk, Cpk y Ppk relacionan la desviación estándar y el centrado del proceso sobre el punto medio con las especificaciones de tolerancia permitidas.
Una estimación para Cmk = Cm (1-k).
y dado que el valor máximo para k es 1.0, entonces el valor para Cmk siempre es igual o inferior a Cm.
Aprender acerca de estos otros Índices de Capacidad
Cp
Cpk
Pp
Ppk
Cpm
Búsqueda activa de Seis Sigma ofertas de trabajo
Plantillas, Tablas y Calculadoras
Artículos Recientes




-
Índices de capacidad de proceso
Oct 18, 21 09:32 AM
Determinar los índices de capacidad de proceso, Pp, Ppk, Cp, Cpk, Cpm
-
Calculadora de Seis Sigma, Tablas de Estadísticas y Plantillas de Seis Sigma
Sep 14, 21 09: 19 AM
Calculadoras Six Sigma, Tablas de Estadísticas y Plantillas Six Sigma para facilitar su trabajo como Gerente de Proyectos Six Sigma
-
Plantillas Six Sigma, Tablas de Estadísticas y Calculadoras Six Sigma
16, 21 de Agosto 01: 25 PM
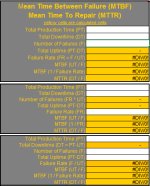
Plantillas, Tablas y Calculadoras Six Sigma. MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix