Indice de capacité de la machine
Cmk (et Cm) sont deux dénotations qui représentent la capacité de la machine. Cmk représente une réflexion à très court terme des performances de la machine par rapport aux limites de tolérance (ou limites de spécification).
Des valeurs plus élevées pour Cm et Cmk représentent de meilleures performances de la machine.
Cm et Cmk décrivent la capacité de la machine en utilisant 20 à 50 mesures consécutives.
Ceci est considéré comme un indice à très court terme puisque ce processus de collecte de ces mesures consécutives ne peut PAS inclure les arrêts, les changements d’opérateur, les changements d’outils, les changements de machine, les changements d’environnement, les changements d’huile, etc.
Rappel comme le montre l’arête de poisson, il existe six facteurs généralement acceptés qui créent une variation:
1) Environnement
2) Machine
3) Opérateur
4) Méthode
5) Matériau
6) Mesure
Pour Cmk et Cm, les SEULS facteurs de variation en jeu sont la Mesure et la Machine. D’où la raison pour laquelle le nom est capacité de la machine et non capacité du processus.
Et c’est le travail de la Ceinture noire de quantifier la variation du système de mesure et de vérifier un MSA passant. Ceci valide que la variation du système de mesure est minimale en % de la variation totale.
Il est possible que la capacité de la machine soit la même (ou égale) à la capacité du processus, mais très très peu probable. La capacité de la machine est un échantillonnage très court et la meilleure valeur de performance sur Cp et Pp.
Cp et Pp ne dépasseront jamais Cm. Cm sera presque toujours supérieur à Cp et Pp.
Les mesures de l’indice de capacité de processus de Cpk, Cp, Pp et Ppk comprendront les arrêts et une partie ou la totalité des six sources de variation ci-dessus.
Cm ne tient PAS compte de la position de l’écart dans les limites de tolérance. C’est là que Cmk entre en jeu.
Que signifie la valeur Cm?
La valeur de Cm est le nombre de fois l’écart des performances de la machine par rapport à la largeur de la tolérance.
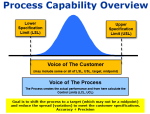
Pour aider à comprendre Cm, si la valeur Cm est de 2,0, cela signifie que l’écart des mesures consécutives s’adaptera 2 fois à la largeur de tolérance. La largeur de tolérance est deux fois plus grande que la propagation des données. La plage de tolérance est la plage entre la Limite de Spécification Inférieure (LSL) et la Limite de Spécification Supérieure (USL).
Un Cm de 1.0 signifie que la largeur des données est égale à la largeur des tolérances Cependant, cela n’indique pas où les données sont liées aux tolérances En d’autres termes, si elles peuvent ne pas être centrées du tout et qu’elles pourraient résider à 100% en dehors de l’une des tolérances.
Donc même si la propagation des données n’est pas centrée, elle a toujours la même largeur. Cm n’a pas d’incidence sur la position de ses données par rapport aux limites de spécification (tolérances) ou à une valeur cible (rappelons que les valeurs cibles peuvent ne pas toujours être le point médian des tolérances).

Que signifie le « k » dans Cmk
L’addition de « k » dans Cmk quantifie la quantité dont une distribution est centrée, en d’autres termes, elle tient compte du déplacement et de l’emplacement en ce qui concerne la tolérance ou les spécifications. Un processus parfaitement centré où la moyenne est la même que le point milieu aura une valeur « k » de 0.
La valeur minimale de « k » est 0 et le maximum est 1,0. Une propagation de données machine parfaitement centrée aura Cm = Cmk.
Cmk, Cpk et Ppk relient l’écart type et le centrage du processus autour du point médian aux spécifications de tolérance admissibles.
Une estimation pour Cmk = Cm(1-k).
et puisque la valeur maximale pour k est 1,0, alors la valeur pour Cmk est toujours égale ou inférieure à Cm.
En savoir plus sur ces autres indices de capacité
Cp
Cpk
Pp
Ppk
Cpm
Rechercher des offres d’emploi Six Sigma actives
Modèles, Tableaux et calculatrices
Articles récents




-
Indices de capacité de processus
Oct 18, 21 09:32 HEURES
Détermination des indices de capacité de processus, Pp, Ppk, Cp, Cpk, Cpm
-
Calculatrice Six Sigma, Tableaux Statistiques et Modèles Six Sigma
14 Sept. 21 09:19
Calculatrices Six Sigma, Tableaux de statistiques et Modèles Six Sigma pour faciliter votre travail en tant que Chef de projet Six Sigma
-
Modèles Six Sigma, Tableaux Statistiques et Calculatrices Six Sigma
16 Août 21 13h25
Modèles, Tableaux et calculatrices Six Sigma. MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix