Dans cet article, vous apprendrez ce qu’est la jauge de hauteur de vernier, c’est le moins de comptage, les diagrammes, la nomenclature et les pièces, les erreurs et les utilisations de la jauge de hauteur de vernier.
Jauge de hauteur de Vernier et ses parties
La jauge de hauteur de Vernier a un pied à coulisse, équipé d’un bloc de base spécial, d’une mâchoire de mesure et d’autres accessoires qui rendent l’instrument adapté aux mesures de hauteur.
En plus de l’assemblage de mâchoires coulissantes, il est prévu de porter une pince amovible. Les surfaces supérieure et inférieure des mâchoires de mesure sont parallèles à la base de sorte qu’elle peut être utilisée pour des mesures sur ou sous une surface.
Il est principalement utilisé dans l’inspection des pièces et les travaux de mise en page, avec un accessoire de traçage à la place de la mâchoire de mesure, cela peut être utilisé pour tracer des lignes comme la certaine distance au-dessus de la surface.
L’indication du cadran peut également être fixée dans la pince pour effectuer des mesures utiles. Pour toutes les mesures ci-dessus, l’utilisation d’une plaque de surface est très essentielle.
Lire aussi:
- Pied à coulisse: Pièces, Types, Principe de fonctionnement, Nombre minimal
- Jauge à vis micrométrique et Types
Spécification, Nomenclature et Description des pièces
Pour spécifier la jauge de hauteur de vernier, trois facteurs principaux sont importants et ils sont:
- Spécification claire de la plage de mesure.
- Types de balances souhaités.
- Toutes les exigences spécifiques concernant le type de vernier souhaité.
En général, toutes les parties des jauges de hauteur sont en acier de bonne qualité ou en acier inoxydable. Pendant la fabrication.
- Les flans de toutes les jauges de hauteur sont traités thermiquement de manière à éliminer les contraintes résultant d’un éventuel travail à froid.
- La face inférieure de la base, les faces de la mâchoire de mesure et du traceur sont durcies à environ 700 HV ou 58 RHC pour un acier de bonne qualité et jusqu’à 650 HV ou 56 RHC pour l’acier inoxydable.

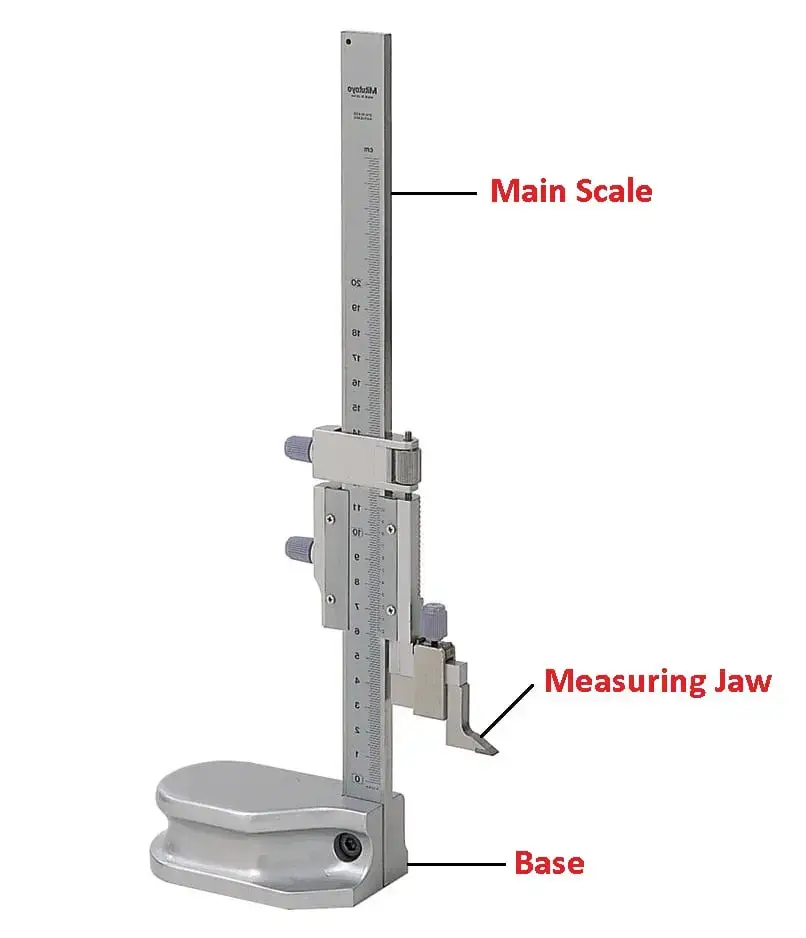
Les différentes parties et nomenclature de la jauge de hauteur sont représentées sur la figure ci-dessous:


Nombre minimal d’une jauge de hauteur:
Le plus petit nombre est la différence entre une plus petite lecture de l’échelle principale et une plus petite lecture de l’échelle de vernier.
Une jauge de hauteur de vernier mécanique commune et simple a un nombre minimum de 2 0,02 mm.
Parties de la jauge de hauteur de Vernier:
Voici les principales parties de la jauge de hauteur de vernier:
- Base
- Poutre
- Mâchoire de mesure et Scriber
- Graduations
- Curseur
Base
La base est réalisée dans des proportions élevées pour assurer la rigidité et la stabilité de la jauge. La face inférieure de la base est soulagée en laissant une surface autour du bord extérieur d’au moins 7 mm de largeur et un entrefer est prévu sur toute la surface pour relier la partie reçue à l’extérieur. Il est rodé à une précision de 0,005 mm mesurée sur l’envergure totale de la surface considérée.
Poutre
Pour assurer la rigidité lors de l’utilisation, la section transversale est choisie. La rigidité doit être telle qu’une force ascendante de 1kg s’applique à la pointe du traceur lorsque la mâchoire de mesure est dans sa position la plus élevée de sorte qu’il n’y ait aucun changement dans le parallélisme de la mâchoire avec la base de plus de 0,005mm / 10 mm de projection de la surface de travail du traceur.
Le bord de guidage doit être parfaitement plat dans les tolérances de 0,02, 0,04, 0,06, 0,08 mm pour mesurer une plage de 250, 500, 750, 1000 mm respectivement.
Les faces doivent également être plates dans les tolérances de 0,04, 0,06, 0,10, 0.12 mm pour des hauteurs de vernier de 250, 500, 700, 1000 mm respectivement. Ces faces doivent être carrées à la base dans un rayon de 0,04 mm / 100 mm.
Mâchoire de mesure et traceur
La projection de la mâchoire de mesure par rapport au bord de la poutre doit être au moins égale à la projection de la base par rapport à la poutre.
Pour toute position du curseur, les surfaces de jaugeage supérieure et inférieure de la mâchoire de mesure doivent être plates et parallèles à la base à moins de 0,008 mm.
La projection d’un marqueur au-delà de la mâchoire doit être d’au moins 25 mm. Les jauges de hauteur peuvent avoir un scriber décalé et l’échelle sur la poutre de manière à ce que lorsque le scriber est coplanaire avec la base, le vernier soit en position nulle.
Graduations
Toutes les graduations sur l’échelle et le vernier doivent être clairement gravées et l’épaisseur de graduation sur l’échelle et le vernier doit être identique et doit être comprise entre 0,05 mm et 0,1 mm.
La distance perpendiculaire entre les graduations sur l’échelle et les graduations sur le vernier doit avoir une finition mate et les lignes de graduation noircies. Même une loupe est fournie pour faciliter la prise de lectures.
Curseur
Il doit avoir un bon ajustement coulissant sur toute la longueur de travail du bema. Un ajustement approprié est inclus pour donner un réglage précis du curseur et une pince adaptée pour que le curseur puisse être serré efficacement sur la poutre après le réglage final.
Précautions d’utilisation de la jauge de hauteur
Voici les précautions les plus importantes à prendre sans faute:
- Chaque fois que la jauge de hauteur de vernier n’est pas utilisée, elle doit être conservée dans leurs étuis.
- Dans les jauges de grande hauteur, pour éviter son échauffement par la chaleur des mains, des précautions doivent être prises.
- Le ressort de la mâchoire de mesure doit toujours être évité.
Tests de précision de la jauge de hauteur de Vernier
Pour tester la précision de la jauge de hauteur de vernier, les conditions suivantes doivent être adoptées:
- La température de référence standard de 20 °C doit être maintenue dans la pièce, où que l’essai soit effectué.
- En appuyant la jauge de hauteur sur une plaque de surface de précision, divers essais sont effectués.
- À une distance de 25 mm de l’extrémité de la mâchoire, les mesures d’essai sont effectuées.
- Les jauges standard sont utilisées à des fins de test.
- Les erreurs dans n’importe quelle partie de la plage de mesure de la jauge de hauteur ne doivent pas dépasser ± 0,02 mm pour la jauge de hauteur de 250 mm, I0,04 mm pour les valeurs supérieures à 250 mm et jusqu’à 750 mm, I0,05 mm pour les valeurs supérieures à 750 mm.
Les principaux tests sur la jauge de hauteur de vernier sont la rectitude, l’équerre, le parallélisme des faces de travail de la poutre, la mâchoire de mesure et le scriber et la précision des lectures d’échelle sont effectuées par les méthodes suivantes.
- La dureté des faces de travail
- Planéité de la base
- Rigidité de la poutre
- Planéité et équerrage de la poutre
- La planéité de la surface de travail
- Le parallélisme de la mâchoire de mesure et du traceur avec la base
- Épaisseur de graduation
- Précision
Erreurs de la jauge de hauteur de Vernier
Le croquis suivant montre les erreurs courantes de la jauge de hauteur de vernier.
- Oscillation
- Instabilité
- Grossissement des erreurs de configuration
- Grossissement des erreurs de l’instrument.

Avantages et inconvénients de la jauge de hauteur
- Le principal avantage de l’utilisation de la jauge de hauteur vernier est: Un jeu de mâchoires peut être utilisé pour déterminer les mesures internes, tandis qu’un autre jeu peut être utilisé pour mesurer les mesures externes. C’est le plus simple et le plus rapide à utiliser et est également assez bon marché.
Inconvénient
- Il ne peut être utilisé que pour mesurer de petits objets. Les lectures de la jauge de hauteur de vernier dépendent fortement de la capacité des opérateurs, et sa précision est limitée par l’échelle de Vernier.
Utilisations de la jauge de hauteur Vernier
Voici les utilisations de la jauge de hauteur vernier:
- Les jauges de hauteur Vernier sont utilisées pour déterminer ou mesurer des distances verticales en métrologie ou dans le travail des métaux.
- Les jauges de hauteur vernier sont généralement mesurées sur une plaque de surface en granit ou pour mesurer les caractéristiques d’un plan de référence différent.
- Généralement, un scriber, un indicateur de test, une sonde tactile ou une sonde de type MMT sont utilisés pour détecter la caractéristique mesurée.Les jauges de hauteur
- sont utilisées pour mesurer les angles et la planéité.
- Il est également utilisé pour mesurer la rectitude, l’équerrage ou la perpendicularité d’objets.
Conclusion
Alors maintenant, nous espérons avoir dissipé tous vos doutes sur la jauge de hauteur Vernier. Si vous avez encore des doutes sur « Jauge de hauteur Vernier », vous pouvez nous contacter ou demander dans les commentaires.Facebook communauté pour vous les gars, si vous le souhaitez, vous pouvez rejoindre notre communauté, voici le lien vers notre groupe Facebook.
C’est tout merci d’avoir lu. Si vous aimez notre article, partagez-le avec vos amis. Si vous avez des questions sur un sujet, vous pouvez les poser dans la section des commentaires.
Abonnez-vous à notre newsletter pour recevoir une notification de nos nouveaux articles.
Vous pourriez être intéressé à lire cet article:
- Jauge de Profondeur Vernier: Principe de Fonctionnement, Pièces, Types, Nombre Le Plus Faible & Erreurs
- 9 Types de Jauges Différents avec Travail
- Différence Entre La Tolérance Unilatérale & Bilatérale