
Fröccsöntő gépek a Star Rapidnál
a műanyag fröccsöntés legjobb eredményeinek elérése érdekében a folyamatirányító mérnöknek gondosan mérlegelnie kell több kapcsolódó változót a gép beállításakor. Az egyik ilyen változó a szorító nyomás.
mi a szorító nyomás?
a szorítónyomás annak az erőnek a mérése, amely szükséges ahhoz, hogy az öntőformát a befecskendezés során zárva tartsák. Ha ez a nyomás nincs elég magasra állítva, az öntőforma idő előtt kinyílik a befecskendezési nyomással, és villanást hoz létre a kapcsolódó részen.
hogyan nyílik és záródik a penész?
az öntőforma nyitását és zárását a gép hátuljára szerelt motor vezérli. A penész mozgatható részét B-oldalnak nevezik, és egy mozgó lemezre van szerelve, amelyet lemeznek neveznek. Ez az üveglap előre-hátra csúszik a vastag fém nyakkendőrudakon, amikor a formát minden ciklusban kinyitják és bezárják.
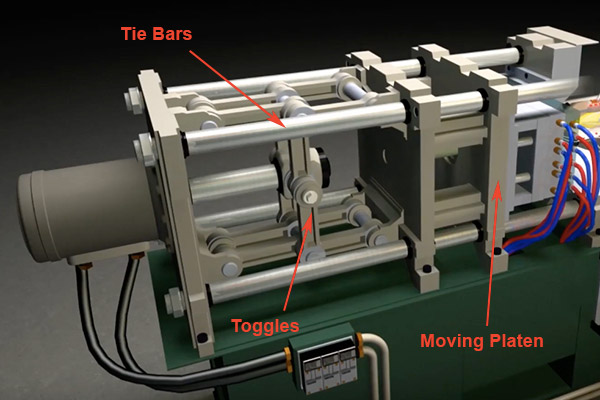
szorító egység egy műanyag fröccsöntő gép.
a kötőrudak nemcsak a lemez nyílását vezetik, hanem rugóként is működnek. Zárt állapotban ezeket a rudakat a befecskendezési nyomásnál nagyobb feszültséggel kell előre betölteni. A váltók reteszelő karként működnek, hogy ez megtörténjen.
Miért Fontos A Szorítónyomás?
a szorítónyomás az első változó, amelyet a fröccsöntő mérnöknek ki kell számítania, mivel ez határozza meg a legjobb eredmény eléréséhez használt gép kapacitását. Ez azért fontos a termékfejlesztők számára, mert a gép kiválasztása befolyásolja a ciklusidőket, az óránkénti alkatrészeket és a költségeket.
hogyan számítják ki a szorítónyomást?
annak meghatározásához, hogy a lemez mekkora erőt kell tartania, a folyamatmérnök a következő paraméterek segítségével számítja ki:
- a kész rész lábnyomának területe
- az áramlás hossza, amely a forma kapujától a rész legtávolabbi széléig terjedő távolság.
- az alkatrész átlagos falvastagsága
- az öntőformában lévő üregek száma
ezeket az értékeket olyan képletbe helyezzük, amely néhány más változót is figyelembe vesz a megfelelő szorítóerő elérése érdekében. Ezeket a számításokat korábban kézzel végezték, egyszerű konverziós diagramok segítségével. Most sok formázó program képes automatikusan elvégezni őket.
Mit Kell Még Tudni A Szorító Nyomásról?
vannak más tényezők is, amelyeket a formázó mérnöknek figyelembe kell vennie a szorítóerő beállításához. Például a kis kapuk korlátozóbbak, ezért nagyobb nyomást igényelnek, csakúgy, mint a vékony falú alkatrészek. És ott van az olvadék áramlási indexének kérdése.
mi az olvadék áramlási Index?
ez egy szám, amely leírja a műanyag gyanta relatív viszkozitását, amikor folyadék. Jellemzően a könnyebben áramló gyanták kisebb molekulatömeggel rendelkeznek, ezért nagyobb a számuk. Az alacsonyabb számok azt jelentik, hogy a gyanta vastagabb és sűrűbb, és nagyobb nyomásra lesz szükség a megfelelő befecskendezéshez.
mindezt figyelembe véve az intelligens mérnök 20% – ot ad hozzá a teljes összeghez. Ez lehetővé teszi a technológiai technikus számára, hogy az optimális minőség elérése érdekében módosítsa a befecskendezési nyomást. azaz ahol gyorsabb befecskendezési sebességre vagy nagyobb csomagolási nyomásra van szükség a mosogató nyomainak minimalizálása érdekében.
Miért Fontos A Szorítónyomás A Gyártásban?
termelési környezetben a legésszerűbb olyan gépet használni, amely ellenáll a maximális szorítónyomásnak, de nem sokkal többet. A szükségesnél nagyobb gépek az értékes kapacitás pazarlását jelentik, amelyet potenciálisan nagyobb projekteknél is fel lehet használni, és természetesen az extra energiafogyasztás és egyéb tényezők is pazarlóak.
ezért az egyik első dolog, amit egy formázó mérnöknek meg kell tanítania, a lehető legkisebb gép tervezése. Ehhez meg kell érteni, hogyan lehet első lépésként kiszámítani a szükséges űrtartalmat.
miért fontos a szorítónyomás a termékfejlesztők számára?
a szorítónyomás az egyik változó, amely befolyásolja az elkészíthető alkatrészek méretét, a gép gyors ciklusát, még azt is, hogy hány üreg van az öntőformában. Ezek a tényezők pedig meghatározzák a kapcsolódó működési költségeket, ezért jó, ha a fejlesztő ezt már a gyártás előtt tudja.
örömmel megbeszéljük ezt veled a projekt áttekintése során. A következő projekt elindításához egyszerűen töltse fel a CAD fájlt versenyképes árajánlatért.