23.16.
計測レーザーは低出力の計測器です。 ほとんどは、可視光または赤外光を放出するヘリウムネオン連続波出力レーザーです。 He-Neレーザーは、位相、コヒーレント、および他の単色光源よりも1000倍強い6328a(0.6pi)の波長で光を生成します。
レーザーの検査システムは作り出されると同時に部品の測定を可能にし、従って100%の質を許可する。 レーザシステムは,広いダイナミックレンジ,低い光クロストーク,およびハイコントラストを有する。
レーザーは、レーザー光(明るい、一方向性、コリメートビーム、高度の時間的および空間的コヒーレンス)の特性のために、寸法測定および表面検査に適用されます。 これらは精密、正確さ、柔らかく、敏感な、熱いまたは可動部分の急速な無接触測定がのために要求されるところに有用である。
次元の測定のためのさまざまな技術は次のとおりです:
(i)走査レーザーのゲージ。 図1.1.1. 図23.13は、走査型レーザゲージの概略図を示す。 それは基本的に送信機、受信機およびプロセッサの電子工学を利用する。 走査レーザ光の薄いバンドは、それを平行ビームをレンダリングするために線形スキャナレンズを通過するように作られています。 平行ビームに配置されたオブジェクトは、時間依存の影をキャストします。 フォトセル(受信機)に入る光からの信号は、マイクロプロセッサによって処理され、影のエッジ間の時間差によって表される寸法の表示を提供する。 それは10-50のmmの直径の目的に+0.25umの正確さに結果を提供できる。 それは目的に0.05mmから450のmmの直径使用することができ、0.1umの反復性を提供する。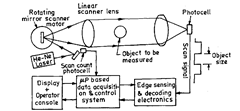
図。 23.13. スキャンレーザーのゲージの概略図。
(ii)フォトダイオードアレイイメージング。
この方法では、固体ダイオードアレイイメージセンサに静止部の影を投影します。 このシステムは,レーザ光源,撮像光学系,フォトダイオードアレイ,および信号プロセッサおよび表示部からなる。 大きい部品のために、2つの配列、各端のための1は使用されます。 +0.05umと高い精度が達成されています。
(iii)回折パターン技術。
これらは、小さな隙間や小さな直径の部品を測定するために使用されます。 この方法では,並列コヒーレントレーザビームを小さな部分で回折し,結果のパターンを線形ダイオードアレイ上のレンズによって集束させる。 回折は数ミリメートルを超える直径には適していないため、その使用は小さなワイヤなどに制限されています。 測定の正確さはより小さい部品のための多くです。 回折パターンの交互になるライトおよび暗いバンド間の間隔はレーザービームのワイヤー直径、波長、およびレンズの焦点距離の直接関数です。
(iv)レーザー三角測量センサー。
23.図14は、レーザ三角センサの原理を示す。 光の細かく集束されたレーザースポットは、部品表面に向けられます。 センサーのレンズはデジタル固体、位置に敏感な写真探知器にこの明るい点をイメージする。 測定範囲は非常に小さいです。 スタンドオフ距離は計算され、慎重に固定されます。 イメージの点の位置はセンサーからの目的の表面への立場の間隔と直接関連している。 スタンドオフ距離の変化は、センサアレイに沿ったスポットの横方向のシフトをもたらします。 この技術は、表面の変化による偏差の迅速な測定を提供し、したがって、それは自動
23.14
ギャップおよびflushness、穴径および端の位置のための貝の金属のstampingsの計算非常にすぐに。 二つのセンサを使用することにより、部品の厚さや穴の内径を測定することが可能です。 測定の正確さおよび測定の範囲は直接関連しています。
(y)二周波レーザー干渉計。
23.図1 5は、2周波数レーザヘッド、ビーム指向光学系および分割光学系、測定光学系、受信機、波長補償器、および電子機器からなる概略構成を示す。 それは2つの平面の線形位置、直線性、ピッチおよびヨーを測定するために理想的に適する。 2頻度レーザーの頭部はPの偏光(測定のビーム)を、1つの頻度およびSの偏光(参照のビーム)を持つ別の頻度提供する。 レーザビームは遠隔干渉計に投影され,偏光ビームスプリッタで二つの別々の周波数に分割される。 Measuringjieamは干渉計を通して測定されるべき目的に付すターゲットミラーかretroreflectorを離れて反映するために指示される。
23.15
参照ビームは固定再帰反射器から反射されます。 帰り道の測定のビームは参照のビームと再結合し、電子受信機に指示される。 ターゲットミラーの動きによるDoppler効果により,戻り測定ビームに周波数シフトを誘起した。 直交分極のためにビームが頻度転位を監察し、変位の出力を提供する受信機に達するまで、頻度はフリンジを形作るために干渉しない。
この技術の利点は、ビーム強度に対するシステムの独立性にあるため、空気乱流、電気ノイズ、光ノイズによるノイズに依存しない高感度を提供します。 レーザーの頭部はどこにでも取付けることができます。 さらに、測定軸あたりの単一の光検出器を使用するために、光学整列に対する感度はより少ない。 この方法の線形決断は1nmです、直線性の決断は40nmであり、角の決断は0.03アーク秒です。
(vi)レーザースキャニングゲージ。
23.16は、レーザービームの低発散
を使用して、約0.01mmの精度で大きな物体の非接触測定に使用されるレーザースキャニングゲージを示しています。 最初のレンズの焦点にある回転ミラーは、光軸に平行なビームを生成する。 物体によって消滅しているビームの前縁と反対側から出てくるときの間の時間は、最初のレンズの焦点で物体によってサブテンドされた角度の接線の関数である断面の尺度である。 この技術は、振動条件下での熱間棒鋼の真円度および直径を0.025mmの精度で5-25mmの直径で測定するのに有用である。
23.16
(vii)レーザビームで形成された回折パターンから広い直径を測定する。 図1.1.1. 23.図17は、干渉を用いた細線の直径の測定方法を示す
23.17
レーザビーム中のワイヤによる光の回折に起因する縞。 Dectectorの開きを満たすために拡大されるヌルの検出はワイヤーが次元の許容の外にあることを示します。 このシステムは、光検出器からの出力に変化を引き起こすワイヤ径の回折によって形成された縞の変化を使用し、制御システムまたは警告インジケータの一部として使用することができる。
出力が元の値に復元されるまで光検出器を動かすことによって直径の尺度を得ることができる。 0.005から0.2mmまでの線径に対して0.2%の小さな線径の変化を測定することができます。 図1.1.1. 23.18は、フリンジ計数による長さ測定
の方法を示しています。 インコヒーレントなレーザ出力は,干渉縞を形成する最初の平面内で一度に三つのスリットを照明する。 干渉縞の動きは,従来のモアレ格子の短い長さの反対側の検出器によって決定される。 最初の平面のスリットの総数は、測定が必要とされる長さによって決まります。 スリット間の間隔および格子の平面へのスリットの間隔は、
23.18
使用される光の波長。 0.63umのHe-Neレーザーを使用して、1umのスリット分離が使用されればスリットからの1.4umで1umのフリンジ間隔は得られます。
この方法は、屈折率の変化や空気経路の乱流に関係なく、100mmオーダーの短い距離にわたって正確な測定が可能です。