材料の不良は、部品の破断部分が作業プロセスを阻害または防止する可能性があるため、工学と経済の両 それ故に、詳しい検査は通常failured部品のために行われます。 故障のかなりの部分は疲労機構によって供給される。 しかし、プロセスが高温下で維持されると、新しい通常の容疑者が現れます。 この破壊機構はクリープ破壊と呼ばれる。 クリープの標準的な定義は、高温および静的荷重下での材料の塑性変形として行うことができる。
クリープ挙動は、高温環境で行われるエンジニアリングアプリケーションにとって主に不可欠です。 したがって、金属部品の設計は、耐クリープ性を考慮して行う必要があります。 例えば、ジェットエンジンのタービンブレードは、通常、エンジンの内部雰囲気が800-1300℃で働くため、クリープに苦しんでいる。 従って、付加的な合金になる要素がタービンブレードのクリープ抵抗の増分を保障するのに使用されています。 他の高温工学の適用はとして例示することができる;原子炉、ボイラー管、ロケットエンジンおよび蒸気タービン。
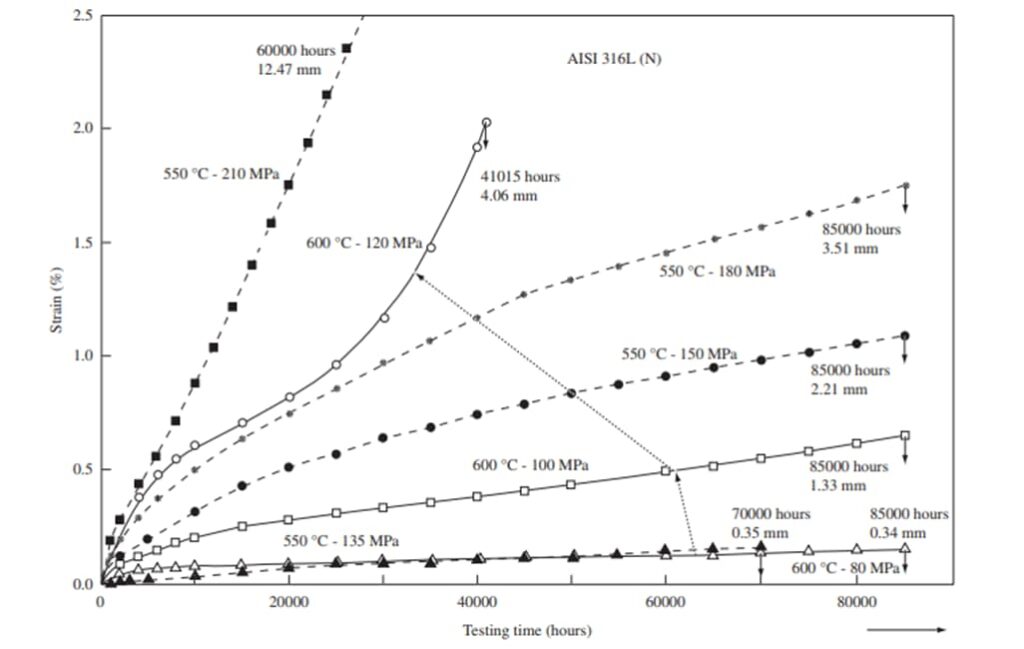
結晶構造材料(金属およびセラミックス)では、臨界クリープ温度は、関連材料の溶融温度の0.4-0.5として決定することができる。 この臨界温度は、材料の設計上の考慮事項にとって非常に重要です。 ガラスや高分子材料を考慮すると、大量のクリープstrainが発生する臨界点としてガラス転移温度が決定されます。 しかし、いくつかの材料は、室温でもクリープに苦しむことができます。 これらの材料は、ゴム状のポリマーまたは軟質金属(例えば、鉛)であり得る。 クリープの失敗のための重大な温度は設計の間に適切な材料の選択のために重大工学部品である。 材料の耐クリープ性を高めるために、特定の合金元素が一般的に使用される。 この時点で、ニッケル、クロムおよびコバルトは工学材料のクリープ抵抗を高めるために合金になる要素として広く利用されています。 前述のように、ジェットエンジンタービンブレードはニッケル超合金(CMSX-4、CMSX-10、インコネルなど)を介して製造されている。 タービンブレードの耐クリープ性に寄与する追加の合金元素(レニウム、ルテニウム)。 クリープのための材料のプラスチック流れは異なった温度および異なった抗張圧力のために変わることができます。 温度の変化に応じたひずみの変化は、下の図で見ることができます。 モデルを検討すると、材料の塑性流動は、試験した材料の降伏応力よりも低い応力で発生する可能性があることが明らかになります。 同様に,疲労破壊は降伏応力よりも低い応力でもクリープ破壊を開始する可能性がある。 そのため、高温用途では材料設計が非常に重要です。 材料選択が室温か重要でない温度(クリープに貢献できなかった温度)だけを考慮することによってなされれば、大惨事は金属の降伏強さの下のプラスチ 下の図は溶接の適用のために非常に一般的である316Lオーステナイトのステンレス鋼のクリープの行動を表します。
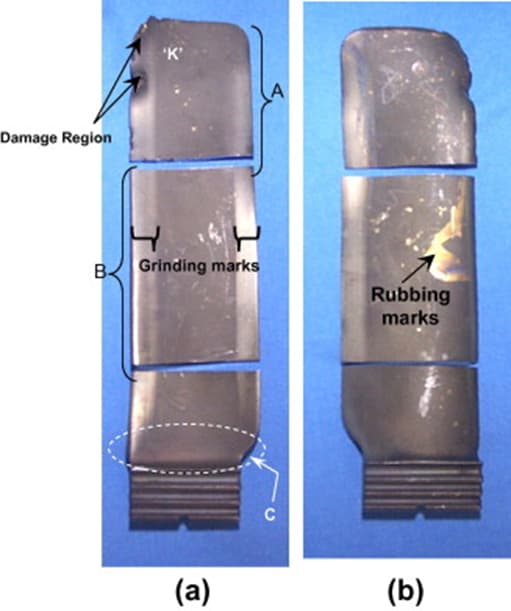
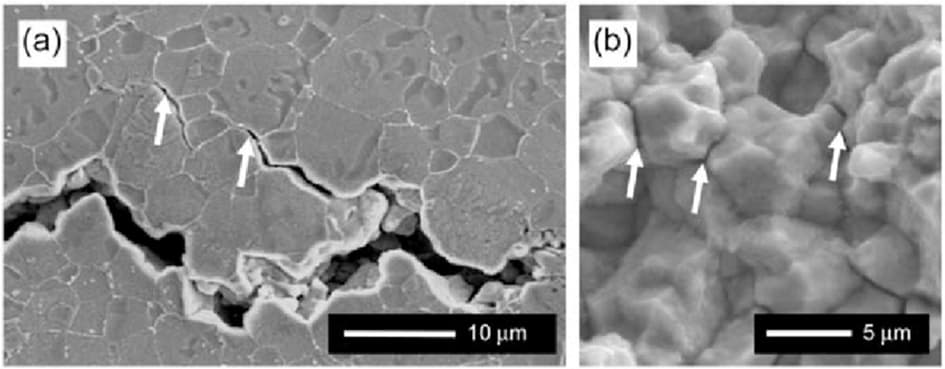
また,金属の耐クリープ性を高めるためには,クリープ破壊のメカニズムも重要である。 これまでに故障した金属の破断面を適切に検査する必要があります。 試験のほとんどは、破壊された金属の粒界に亀裂が発生することを示しています。 したがって,クリープ破壊の破壊特性はほとんどの場合粒界として定義することができる。 また、金属部品を操作する高温環境では、延性破壊の原因となる可能性があります。 したがって、クリープ破壊は粒界延性破壊(ほとんどの破壊)であることは明らかです。 クリープ破壊亀裂は相対的な金属の粒界に開始されるので,粒界の不在は高温用途に有利になる可能性がある。 それ故に、高温適用のために設計されている金属部分は穀物の数の減少によって作り出されます。 タービンブレードのほとんどは、一つの粒界のみが存在する単結晶構造を提供することによって作られています。 下の図は、クリープに苦しんでいる金属部品の粒界破壊を示しています。
クリープに対する抵抗は、所望の金属部品に対して特定のクリープ試験を実行することによって得ることができる。 通常、引張試験は、材料の塑性流動とひずみ速度を理解するために適用されます。 ただし、高温用途での使用が予定されている材料には、引張試験で評価された予測を使用することはできません。 引張試験の終了時に決定されるひずみ速度は、室温条件下で行われる用途に適しています。 この時点で、加えられた圧力のための金属の緊張は環境の低温のために時間の内に変わりません。 それにもかかわらず、高温を考慮すると、クリープが主な破壊メカニズムであるため、正確な動作温度に対してひずみ速度を計算する必要があります。 ここでは、高温下での材料の挙動をシミュレートするために、引張試験中に材料の溶融温度の四分の一を実施する必要があります。
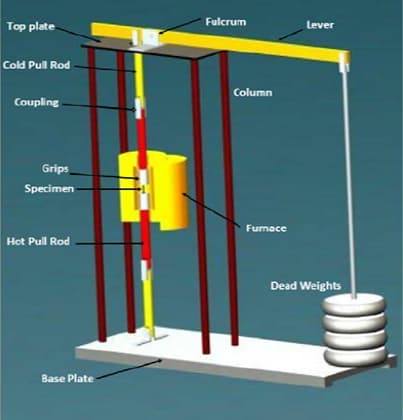
金属のクリープ試験は、高温条件下での金属の挙動を予測するために行われます。 クリープ試験は、引張試験または圧縮試験と非常によく似ています; しかし,クリープ試験を行いながら高温条件を維持した。 クリープ試験は引張試験片を用いて行う。 開始の負荷はテストの開始の前に定められます。 従って,クリープ条件をシミュレートするために金属引張モデルに一定の応力を加えた。 負荷は簡単な重量である場合もありますまたは抗張テスト機械は標本の張力を維持できます。 それに加えて、簡単な炉は標本を渡って望ましい高温を作成するために置かれる。 熱電対はテスト標本に金属の熱を制御するために置かれます。 望ましい温度が達成されるとき、抗張か圧縮圧力はテスト標本に適用されます。 試験の最後に、試験片のひずみ速度をグラフにプロットします。 経過時間に応じたひずみ速度の結果をクリープ曲線と名付け,これを用いて考察を行った。 高温下での試験片の挙動は、このクリープ曲線で見ることができます—下の模式図は、三つの異なる領域を持つ典型的なクリープ曲線を示しています。
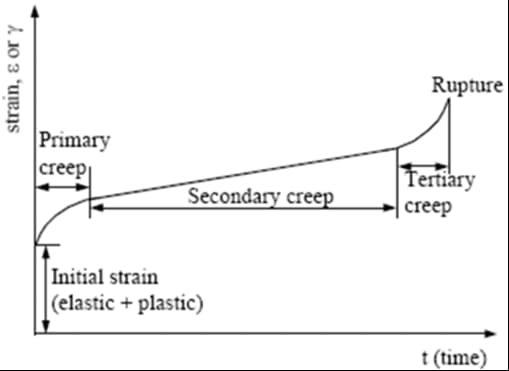
クリープ曲線上の領域は、クリープの速度がゾーンごとに異なる別個のゾーンです。 時間に対するひずみ速度の微分は、ひずみ速度と呼ばれます。 試験片の破断時間は、一般に、温度の量および印加される応力の量に依存する。 試験開始前に発生する初期変形は、弾性または塑性、またはその両方であり得る。 しかし、初期塑性変形が試験開始前に行われても、初期変形におけるひずみ速度はクリープ変形として記述することはできません。 クリープ試験は、通常、関連材料の降伏強度よりも低い応力を印加することによって行われる。 クリープ曲線上の領域は,一次(過渡)クリープゾーン,二次(定常状態)クリープゾーン,三次クリープゾーンと命名できる。 材料のひずみは、一次クリープゾーンで開始されます(加熱なしで負荷が原因で発生する初期変形は別として)。 金属の歪速度は定常クリープ領域で最小値に達し,金属の歪速度も一定である。 金属の最終的な破壊の前に、材料の構造に小さな空隙が現れる。 これらの小さな空隙が成長して合体するので、亀裂が発生します。 これらの亀裂は、金属の最終的な故障につながる。 これらの小さな空隙の重要性は、実際にはそれらの出現時間に関するものです。 三次クリープが始まると、これらの小さな空隙が生じる。 これらの小さな空隙は、故障解析のための特徴的なパターンです。 金属の破壊面の微細構造が観察されると、これらの小さな空隙が見られる。 小さな空隙の観察は、材料のサービス時間の半分が完了したことを示しています。
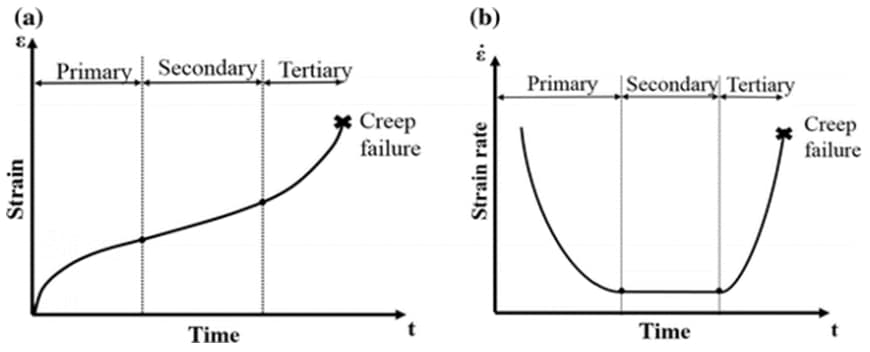
したがって、金属部品は定常状態クリープゾーンと三次クリープゾーンの間の寿命の半分を消費します。 しかしながら、三次クリープ領域における金属の残りの寿命は、材料の総寿命の半分に等しくない。 材料のクリープ速度は三次クリープゾーンで増加し,三次領域のクリープの進行も三次ゾーンで増加した。 したがって、材料の残りのサービス時間は、定常状態のクリープゾーンでの消費よりも急速に消費されます。 クリープ率の項は下の図で見ることができます。 設計上の考慮事項のほとんどは、高温アプリケーションで使用される材料の定常状態クリープ速度を利用しています。 クリープ速度は時間に対するひずみの微分であるため、二次クリープゾーンは、以下のクリープ速度(ひずみ速度)対時間グラフで最小および一定のクリープ速度
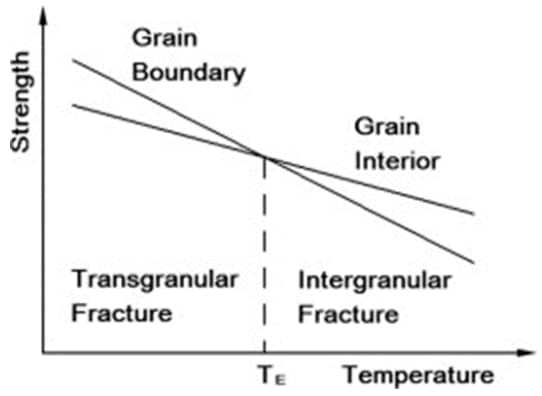
クリープ破壊には粒界破壊機構が一般的であることに言及した。 粒界破壊特性の理由は,異なる温度における内部粒と粒界の強度値を調べることによって説明できる。 粒界の引張強さは低温では粒の内部よりも高いが,高温では粒の内部の引張強さは粒界よりも高い。 そのため、粒界(粒界)で高温破壊が発生する傾向があります。 クリープは高温で起こるので(ほとんどの金属で),クリープ破壊の粒界特性が一般的に観察される。 以下の図は、温度の変化による引張応力の変化を示しています。 粒界線と粒界線の交点は、粒界と内粒の両方の強さが互いに等しい”等hesive温度”と呼ばれています。
クリープ試験の基準は、信頼性の高い試験データを提供するために重要です。 クリープ試験に関する様々な規格は、下の表に見ることができます。
表1. クリープのための複数の標準
| BS3500 | 金属のクリープおよび破裂のテストのための方法。 |
| BS EN10291 | 金属材料–張力の一軸のクリープのテスト。 |
| BS EN ISO899 | プラスチック–クリープ挙動の決定。 |
| ASTM E139 | 金属材料のクリープ、クリープ破断、および応力破断試験を実施します。 |
| BS EN1225 | ガラスのクリープ率の決定 *補強されたThermosettingプラスチック *ぬれた条件。 |
| BS EN761 | ガラスのクリープ率の決定 *補強されたThermosettingプラスチック *乾燥した条件。 |
- Hosford,W.,2011. 材料科学。 ニューヨーク:ケンブリッジ大学出版局。
- 改質9cr-1mo鋼の機械的性質に及ぼす微細構造と結晶組織の影響–ResearchGateの科学的図。 から入手可能: https://www.researchgate.net/figure/A-typical-creep-curve-indicates-three-different-regions-the-primary-secondary-and-the_fig15_325678541
- Twi-global.com2020年 クリープおよびクリープ試験。 利用可能な場所:<https://www.twi-global.com/technical-knowledge/job-knowledge/creep-and-creep-testing-081>。
- Dowling,N.,Kampe,S.and Kral,M.,n.d.材料の機械的挙動。 802頁、809頁。
- Shop.bsigroup.com2020年 工学標準、工学のための条件、BSI。 利用可能な場所:<https://shop.bsigroup.com/en/Browse-by-Sector/Engineering/?t=r>。
- Gaffard,V.,Besson,J.,&Gourgues-Lorenzon,A.F.(2005). 多数の変形および損傷のメカニズムを統合する緩和されたmartensiticステンレス鋼のクリープの失敗モデル。 骨折の国際ジャーナル、133(2)、139-166。 土井:10.1007/10704-005-2528-8
- Sasikala,G.,Mathew,M.D.,Bhanu Sankara Rao,K.,&Mannan,S.L.(1999). 窒素軸受けタイプ316ステンレス鋼の溶接金属のクリープの変形そしてひびの行動。 核材料のジャーナル、273(3)、257-264。 ドイ:10.1016/s0022-3115(99)00057-4