機械能力指数
Cmk(およびCm)は、機械能力を表す2つの表現です。 Cmkは、許容限界(または仕様限界)に関連した機械性能の非常に短期的な反映を表します。
CmとCmkの値が高いほど、機械の性能が向上します。
CmおよびCmkは、20-50の連続測定を使用して機械能力を記述します。
これらの連続した測定を収集するこのプロセスには、停止、作業者の変更、工具の変更、機械の変更、環境の変更、オイルの変更などが含まれないため、これは非常に短期的な指標と考えられている。
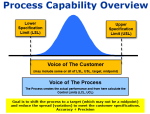
リコールフィッシュボーンが示すように、変動を引き起こす一般的に受け入れられている六つの要因があります:
1)環境
2)機械
3)オペレータ
4)方法
5)材料
6)測定
CmkおよびCmの場合、変動の要因は測定と機械だけです。 したがって、名前の理由は機械能力であり、プロセス能力ではありません。
そして、それはMSAを渡す測定システムの変動とverfiyを定量化するために黒帯の仕事です. これにより、測定システムの変動が全変動の%として最小であることが検証されます。
機械能力がプロセス能力と同じ(または同等)である可能性はありますが、非常に低い可能性があります。 機械機能はです非常に短い見本抽出および最高の性能の価値Cp、およびPpあります。
CpとPpはCmを超えることはありません。 Cmは、ほとんどの場合、CpおよびPpよりも大きくなります。
Cpk、Cp、Pp、およびPpkの工程能力指数の測定値には、停止および上記の六つの変動源の一部またはすべてが含まれます。
Cmは、許容限界内のスプレッドの位置を考慮していません。 それがCmkの出番です。
Cm値はどういう意味ですか?
Cmの値は、公差の幅と比較した機械の性能の広がりの回数です。
Cmを理解するのに役立つように、Cm値が2.0の場合、連続した測定の広がりが許容幅に2倍に収まることを意味します。 許容幅は、データの広がりと同じ大きさの2つです。 許容範囲は、下側規格限界(LSL)と上側規格限界(USL)の間の範囲です。
1Cmです。0は、データの幅が許容値の幅に等しいことを意味しますが、データが許容値に関連している場所を示すものではありません。
データの広がりが中央に配置されていなくても、同じ幅になります。 Cmには、仕様(許容誤差)の限界または目標値に対するデータの位置の関係はありません(目標値が常に許容誤差の中点であるとは限らないことを思い出し

Cmkでの”k”の意味
Cmkでの”k”の追加は、分布が中央に配置される量を定量化します。 平均が中点と同じである完全に中心化されたプロセスは、”k”値が0になります。
“k”の最小値は0で、最大値は1.0です。 完全に中央に配置されたマシンデータの広がりには、Cm=Cmkがあります。
Cmk、Cpk、Ppkは、中点を中心としたプロセスの標準偏差とセンタリングを許容許容誤差仕様に関連付けます。<5 4 8 4>Cmk=Cm(1−k)の推定値である。
また、kの最大値は1.0であるため、Cmkの値は常にCm以下になります。
これらの他の工程能力指数について学ぶ
Cp
Cpk
Pp
Ppk
Cpm
アクティブなシックスシグマの求人を検索
テンプレート、表、および電卓
最近の記事




-
工程能力指数
Oct18,21 09:午前32時
工程能力指数Pp、Ppk、Cp、Cpk、Cpmの決定
-
Six Sigma Calculator,Statistics Tables,and Six Sigma Templates
9月14日21時09分19秒
シックスシグマ電卓、統計テーブル、およびシックスシグマのテンプレートは、シックスシグマプロジェクトマネージャとしてあなたの仕事を容易にする
-
シックスシグマのテンプレート、統計表、およびシックスシグマ計算機
Aug16,21 01:25PM
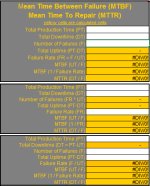
シックスシグマのテンプレート、テーブル、および電卓。 MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix