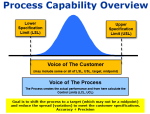
기계 능력 지수
공차 한계(또는 사양 한계)와 관련하여 기계 성능을 매우 단기적으로 반영한 것입니다.
더 높은 값은 더 나은 기계 성능을 나타냅니다.20-50 회 연속 측정을 사용하여 기계 성능을 설명합니다.
이러한 연속적인 측정을 수집하는 프로세스에는 정지,작업자 변경,공구 변경,기계 변경,환경 변경,오일 변경 등이 포함될 수 없기 때문에 이는 매우 짧은 기간 지수로 간주됩니다.
리콜 생선 뼈에서 알 수 있듯이,일반적으로 변화를 만드는 여섯 가지 요소가 있습니다:
1)환경
2)기계
3)운영자
4)방법
5)재료
6)측정
따라서 이름이 프로세스 능력이 아닌 기계 능력 인 이유.
그리고 블랙벨트는 측정 시스템의 변동을 계량화하고,이를 계량화한다. 이는 측정 시스템 변동이 총 변동의%로 최소임을 확인합니다.
기계 능력이 공정 능력과 동일(또는 동일)할 수 있지만 매우 가능성은 희박합니다. 기계 기능은 매우 짧은 샘플링 및 최상의 성능 값입니다. 2018 년 11 월 1 일 이 경우,그 이유는 다음과 같습니다.
공정능력지수 측정에는 중단 및 상기 6 가지 변동원천 중 일부 또는 전부가 포함될 것이다.
센티미터는 허용 오차 범위 내에서 스프레드의 위치를 설명하지 않습니다. 그 점이 바로 씨엠키가 활동하는 곳입니다.
센티미터 값은 무엇을 의미합니까?
센티미터의 값은 공차 폭에 비해 기계 성능의 확산 횟수입니다. 즉,연속 측정값의 스프레드가 공차 폭의 2 배에 해당됩니다. 허용 오차 폭은 데이터 확산만큼 큰 두 가지입니다. 공차 범위는 하한 규격 한계와 상한 규격 한계 사이의 범위입니다.
1 의 센티미터.0 은 데이터의 너비가 공차의 너비와 같음을 의미하지만 데이터가 공차와 관련되는 위치를 나타내지는 않습니다.
따라서 데이터의 스프레드가 중앙에 있지 않더라도 여전히 동일한 너비입니다. (목표값이 항상 공차의 중간점이 아닐 수도 있음을 상기하십시오).

“케이”는 무엇을 의미하는가? 평균이 중간점과 같은 완벽한 중심 프로세스는 0 의”케이”값을 갖습니다.
최소값”케이”는 0 이고 최대 값은 1.0 입니다. 완벽하게 중앙 집중화 된 기계 데이터 스프레드는 다음과 같습니다.
공정의 표준 편차 및 중심점을 중간점에 대해 허용 가능한 공차 사양과 관련시킨다.예를 들어,100%는 100%입니다.
및 이후 최대 값 케이 1.0,다음 값 센티미터 케이 항상 같거나 작다 센티미터.
이러한 다른 공정 능력 지수에 대해 알아보기
최근 기사




-
공정 능력 지수
10 월 18,21 09:오전 32 시
공정능력지수 결정,공정능력지수 결정,공정능력지수 결정,공정능력지수 결정,공정능력지수 결정,공정능력지수 결정
-
식스 시그마 계산기,통계 테이블 및 식스 시그마 템플릿
9 월 14 일,21 오전 9 시 19 분
식스 시그마 계산기,통계 테이블 및 식스 시그마 템플릿은 식스 시그마 프로젝트 매니저로 쉽게 작업을 확인합니다
-
식스 시그마 템플릿,통계 테이블 및 식스 시그마 계산기
8 월 16 일,21 일 오후 1 시 25 분
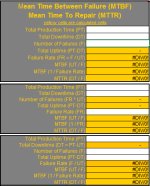
식스 시그마 템플릿,테이블 및 계산기. MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix