materialets svikt er avgjørende for både ingeniørarbeid og økonomi, siden den brutte delen av en komponent kan hemme eller forhindre arbeidsprosessen. Derfor er en detaljert undersøkelse vanligvis gjort for de mislykkede delene. En betydelig del av feilene er hentet av utmattingsmekanismer. Men hvis prosessen opprettholdes under forhøyede temperaturer, oppstår en ny vanlig mistenkt. Denne feilmekanismen kalles krypfeil. En standarddefinisjon av kryp kan gjøres som plastisk deformasjon av materialer under forhøyede temperaturer og statiske belastninger.
Krypeadferd er for det meste viktig for tekniske applikasjoner som foregår i miljøer med høy temperatur. Derfor må utformingen av metalldelene gjøres ved å vurdere krypmotstanden. For eksempel lider turbinblader av jetmotorer vanligvis av kryp da den indre atmosfæren i motoren fungerer ved 800 til 1300°C. videre bidrar sentrifugalbelastningen på bladene også til materialets plaststrøm. Derfor brukes ytterligere legeringselementer for å sikre en økning i turbinbladets krypebestandighet. Andre høytemperaturtekniske applikasjoner kan eksemplifiseres som; atomreaktorer, kjelerør, rakettmotorer og dampturbiner.
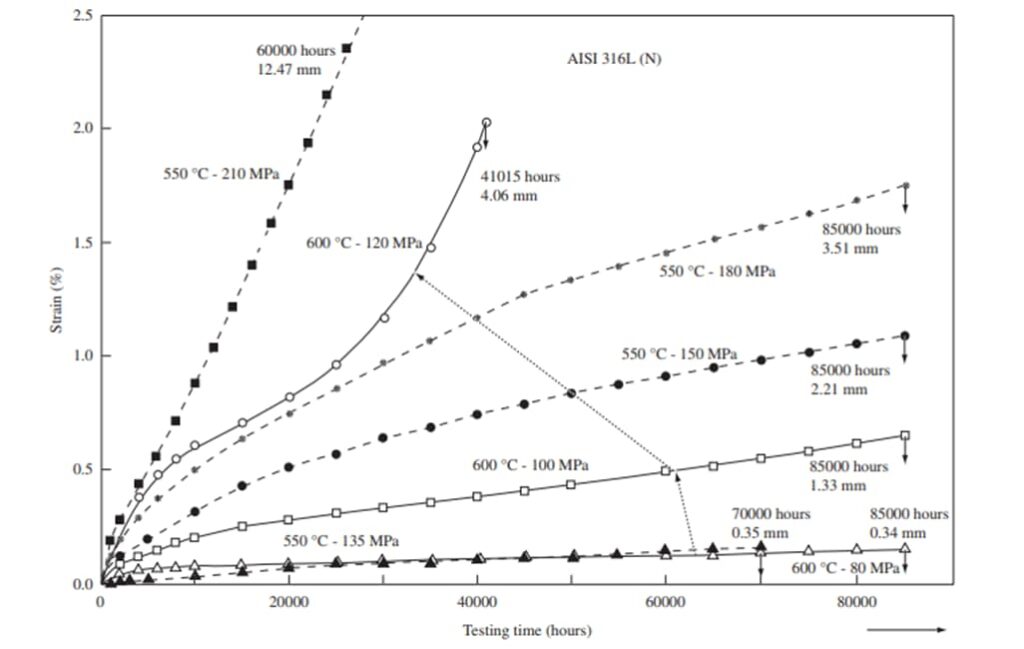
i krystallstrukturerte materialer (metaller og keramikk) kan den kritiske krypetemperaturen bestemmes som 0,4-0,5 av smeltetemperaturen til relatert materiale. Denne kritiske temperaturen er avgjørende for designhensynene til materialene. Når briller og polymere materialer tas i betraktning, bestemmes glassovergangstemperaturen som det kritiske punktet der store mengder krypestamme oppstår. Noen materialer kan imidlertid lide av kryp selv ved romtemperatur. Disse materialene kan være gummiaktige polymerer eller myke metaller (f.eks. bly). De kritiske temperaturene for krypefeil er avgjørende for valg av de riktige materialene under utformingen hvis de tekniske komponentene. For å øke krypmotstanden til materialene, brukes spesielle legeringselementer ofte. På dette punktet, nikkel, krom og kobolt er mye brukt som legeringselementer for å øke engineering materials ‘ krype motstand. Som nevnt tidligere, er jetmotor turbinblader produsert via nikkel superlegeringer (CMSX-4, CMSX-10, Inconel, etc.) og ytterligere legeringselementer (Rhenium, Ruthenium) som bidrar til krypmotstanden til turbinbladene. Plaststrømmen av materialene på grunn av kryp kan variere for forskjellige temperaturer og forskjellige strekkspenninger. Endringen i stammen i samsvar med varierende temperaturer kan ses i figuren nedenfor. Når modellen undersøkes, er det tydelig at plaststrømmen av materialene kan oppstå ved stressene som er lavere enn avkastningsspenningen til det testede materialet. På samme måte kan utmattelsessvikt krypfeilen starte selv ved lavere belastninger enn avkastningsspenningen. Derfor er materialdesign ekstremt viktig for høytemperaturapplikasjoner. Hvis materialvalget er gjort ved bare å vurdere romtemperaturer eller ubetydelige temperaturer (temperaturer som ikke kunne bidra til kryp), kan katastrofer oppstå siden plaststrømmen er initiert under metallets utbyttestyrke. Figuren nedenfor representerer kryp oppførsel AV EN 316l austenittisk rustfritt stål, som er svært vanlig for sveising applikasjoner.
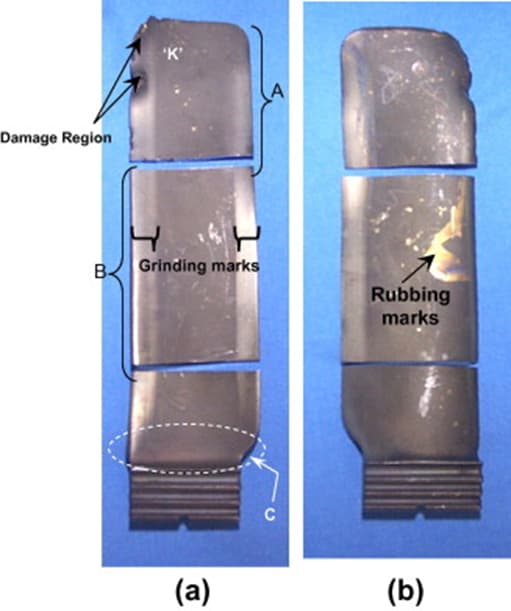
mekanismen for krypfeilen er også avgjørende for å øke krypmotstanden til metallene. Man må undersøke den brutte overflaten av metallet som har mislyktes så langt. De fleste undersøkelsene viser at det oppstår sprekker på korngrensene til de mislykkede metallene. Derfor kan bruddegenskapene til krypfeilene defineres som intergranulære for de fleste tilfeller. Videre kan høytemperaturmiljøet der metalldelen drives, forårsake duktil type brudd. Derfor er det klart at krypfeilene er intergranulære duktile frakturer (for de fleste feil). Siden krype svikt sprekker er initiert på korn grensene for den relative metall, fravær av korn grenser kan bli fordelaktig for høy temperatur programmer. Derfor produseres metalldelene som er designet for høytemperaturapplikasjoner ved å redusere antall korn. De fleste turbinbladene er laget ved å gi enkeltkrystallstrukturer der bare en korngrense presenterer. Figuren nedenfor viser den intergranulære brudd på en metalldel som lider av kryp.
motstanden mot kryp kan oppnås ved å kjøre spesielle kryptester for de ønskede metalldelene. Vanligvis brukes strekktester for å forstå plaststrømmen og materialets belastningshastighet. Prediksjonen som evalueres av strekkprøven, kan imidlertid ikke brukes til materialene som er planlagt å bli brukt i høytemperaturapplikasjoner. Belastningshastigheten som bestemmes ved slutten av strekkprøven, er riktig for applikasjonene som finner sted under romtemperaturforhold. På dette punktet vil belastningen av metallet for påført stress ikke endres innen tid på grunn av miljøets lave temperatur. Likevel, hvis forhøyede temperaturer tas i betraktning, må belastningshastigheten beregnes for den nøyaktige driftstemperaturen siden kryp er den primære feilmekanismen. Her må en fjerdedel av materialets smeltetemperatur utføres under strekkprøven for å simulere materialets oppførsel under forhøyede temperaturer.
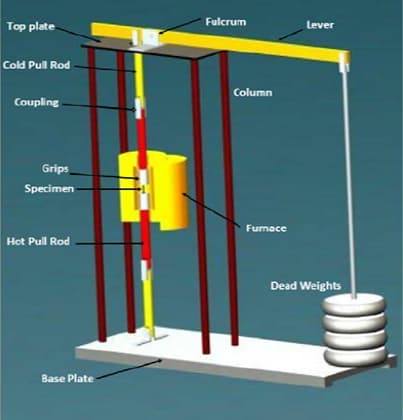
kryp-testen av metallene er gjort for å forutse metallets oppførsel under høye temperaturforhold. Krypetesten er veldig lik strekk-eller kompresjonstestene; imidlertid opprettholdes høye temperaturforhold mens du gjør krypetesten. Kryp testen er laget ved hjelp av en strekkprøveprøve. Startbelastningen bestemmes før testen påbegynnes. Dermed påføres konstant stress på metallstrekningsmodellen for å simulere krypforholdene. Lastene kan være enkle vekter, eller en strekk test maskin kan opprettholde spenning på prøven. I tillegg til det, er en enkel ovn plassert over prøven for å skape de ønskede forhøyede temperaturer. Et termoelement er plassert i testprøven for å kontrollere varmen av metallet. Når ønsket temperatur oppnås, påføres strekk-eller trykkspenninger på testprøven. På slutten av testen er prøvens belastningshastighet plottet på en graf. Resultatene av belastningshastigheten i henhold til tiden som er gått, er navngitt som krypekurve hvor hensyn gjøres ved å bruke den. Oppførselen til prøven under forhøyet temperatur kan sees i denne krype kurve – den under skjematisk viser en typisk krype kurve med tre forskjellige regioner.
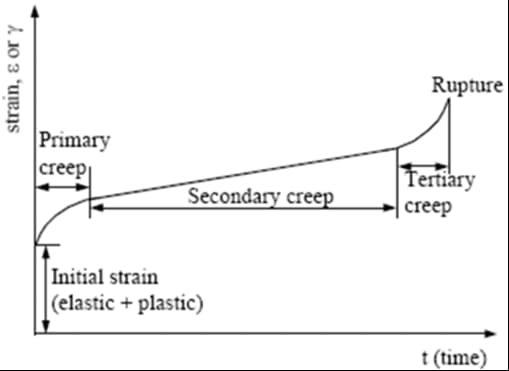
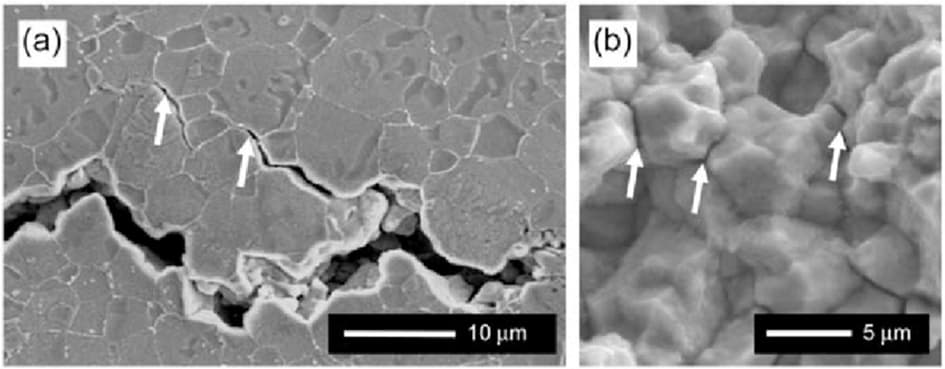
regionene på krypekurven er distinkte soner hvor kryphastigheten varierer for hver sone. Derivatet av belastningshastigheten mot tiden kalles belastningshastigheten. Bruddtiden til testprøven avhenger vanligvis av mengden temperatur og mengde påført stress. Den første deformasjon som oppstår før initiering av testen kan være elastisk eller plast, eller begge deler. Selv om den første plastdeformasjonen finner sted før testen starter, kan ikke belastningshastigheten i den første deformasjonen angis som krypdeformasjon. Kryp-testen finner vanligvis sted ved å påføre spenninger lavere enn utbyttestyrken til det relaterte materialet. Områdene på krypekurven kan bli navngitt som primær (forbigående) krypesone, sekundær (steady-state) krypesone og tertiær krypesone. Belastningen av materialet starter i den primære krypesonen (bortsett fra den første deformasjonen som oppstår på grunn av belastningene uten oppvarming). Metallets belastningshastighet når sin minimumsverdi i steady state creep zone, hvor metallets belastningshastighet også er konstant. Før den endelige brudd på metallet, oppstår små hulrom i materialets struktur. Disse små hulrommene vokser og koaleserer, så det oppstår sprekker. Disse sprekker fører til den endelige feilen i metallet. Betydningen av disse små hulrommene handler faktisk om deres fremkomststid. Når tertiær kryp starter, oppstår disse små hulrommene. Disse små hulrom er karakteristiske mønstre for svikt analyse. Når mikrostrukturen til bruddflaten av et metall blir observert, kan disse små hulrommene ses. Observasjonen av de små hulrommene indikerer at halvparten av materialets servicetid er fullført.
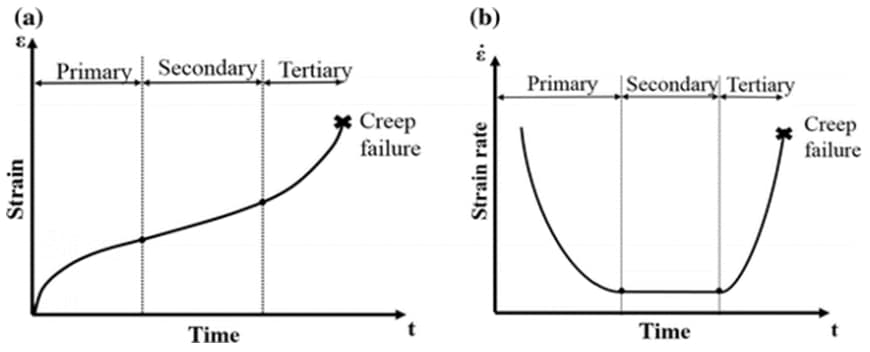
derfor bruker metalldelen halvparten av levetiden mellom steady-state creep zone og tertiær creep zone. Imidlertid er gjenværende levetid for metallet i tertiær krypesone ikke lik halvparten av materialets totale levetid. Kryphastigheten til materialet øker i tertiær krypesone, slik at fremdriften av krypet i det tertiære området også øker i den tredje sonen. Derfor forbrukes resten av materialets servicetid raskere enn forbruket i steady-state creep zone. Kryp rate begrepet kan sees i figuren nedenfor. De fleste av design hensyn utnytte steady-state krype rate for materialet som skal brukes i høy temperatur programmer. Siden krypehastigheten er derivatet av belastningen mot tiden, utfører den sekundære krypesonen minimum og konstant krypehastighet ved under krypehastigheten (belastningsrate) vs. tidsgraf.
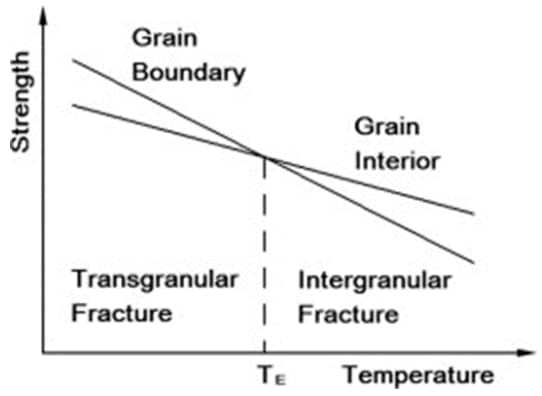
det ble nevnt at den intergranulære bruddmekanismen er vanlig for krypfeilene. Årsaken til intergranulær frakturkarakteristikk kan forklares ved å undersøke styrkeverdiene for indre korn og korngrenser ved forskjellige temperaturer. Strekkstyrken til korngrensene er høyere enn det indre av korn for lave temperaturer; strekkstyrken til det indre av korn er imidlertid høyere enn korngrensene for forhøyede temperaturer. Derfor har høy temperaturfeil en tendens til å forekomme ved korngrenser (intergranulære). Siden krypet foregår ved forhøyede temperaturer (for de fleste metaller), observeres de intergranulære egenskapene til krypfrakturene ofte. Den under skjematiske viser variasjonen av strekkspenning med varierende temperaturer. Skjæringspunktet mellom de intergranulære og transgranulære linjene kalles ‘equicohesive temperatur’, hvor styrken til både korngrenser og indre korn er lik hverandre.
standardene for kryptester er avgjørende for å gi pålitelige testdata. De ulike standardene om kryp testing kan sees i tabellen nedenfor.
Tabell 1. Flere standarder for kryp
| BS 3500 | Metoder For Kryp og Ruptur testing Av Metaller. |
| BS EN 10291 | Metalliske Materialer-Uniaxial Kryp Testing I Spenning. |
| NS-EN ISO 899 | Plast-Bestemmelse Av Krypeadferd. |
| ASTM E139 | Gjennomføre Krype, Krype Ruptur, Og Stress Ruptur Tester Av Metalliske Materialer. |
| BS EN 1225 | Fastsettelse Av Krypefaktor For Glass * Forsterket Herdeplast * Våte Forhold. |
| BS EN 761 | Bestemmelse Av Krypefaktor For Glass * Forsterket Herdeplast * Tørre Forhold. |
- Hosford, W., 2011. Materialvitenskap. Cambridge University Press.S.
- Effekt Av Mikrostruktur og Krystallografisk Tekstur På Mekaniske Egenskaper Av Modifisert 9cr-1mo Stål-Vitenskapelig Figur På ResearchGate. Tilgjengelig fra: https://www.researchgate.net/figure/A-typical-creep-curve-indicates-three-different-regions-the-primary-secondary-and-the_fig15_325678541
- Twi-global.com. 2020. Kryp Og Kryp Testing. Tilgjengelig på: < https://www.twi-global.com/technical-knowledge/job-knowledge/creep-and-creep-testing-081>.
- Dowling, N., Kampe, S. Og Kral, M., n.d. Mekanisk Oppførsel Av Materialer. s. 802, 809.
- Shop.bsigroup.com. 2020. Tekniske Standarder, Krav Til Engineering, BSI. Tilgjengelig på: < https://shop.bsigroup.com/en/Browse-by-Sector/Engineering/?t=r>.
- Gaffard, V., Besson, J., & Gourgues-Lorenzon, A. F. (2005). Kryp feil modell av en herdet martensitisk rustfritt stål integrere flere deformasjon og skade mekanismer. Internasjonal Tidsskrift For Brudd, 133 (2), 139-166. doi: 10.1007 / s10704-005-2528-8
- Sasikala, G., Mathew, Md, Bhanu Sankara Rao, K., & Mannan, Sl (1999). Kryp deformasjon og brudd oppførsel av en nitrogen-bærende type 316 rustfritt stål sveisemetall. Tidsskrift For Kjernefysiske Materialer, 273 (3), 257-264. doi: 10.1016 / s0022-3115(99)00057-4