23.16.
Metrologi lasere er lav-effekt instrumenter. De fleste er helium-neon kontinuerlig bølge utgang lasere som avgir synlig eller infrarødt lys. He – ne lasere produserer lys ved en bølgelengde på 6328 A (0,6 pi) som er i fase, sammenhengende og tusen ganger mer intens enn noen annen monokromatisk kilde.
laser inspeksjonssystemer muliggjør måling av en del som den er produsert, og tillater dermed 100% kvalitet. Lasersystemer har bredt dynamisk område, lav optisk kryssprat og høy kontrast.
Lasere finner applikasjoner i dimensjonale målinger og overflateinspeksjon på grunn av egenskapene til laserlys(lys, ensrettet, kollimert stråle, med høy grad av tidsmessig og romlig sammenheng). Disse er nyttige der presisjon, nøyaktighet, rask kontaktfri måling av myke, delikate, varme eller bevegelige deler kreves.
Ulike teknikk for dimensjonale målinger er:
(i) Scanning Laser Gauge. Fig. 23.13 viser et skjematisk diagram over en skannelasermåler. Den bruker i utgangspunktet en sender, mottaker og prosessorelektronikk. Et tynt bånd av skannelaserlys er laget for å passere gjennom en lineær skannerlinse for å gjøre den parallell stråle. Objektet plassert i en parallell stråle, kaster en tidsavhengig skygge. Signaler fra lyset som kommer inn i fotocellen (mottaker) behandles av en mikroprosessor for å gi visning av dimensjonen representert av tidsforskjellen mellom skyggekantene. Det kan gi resultater til en nøyaktighet på + 0,25 um for 10-50 mm diameter objekter. Den kan brukes for objekter 0,05 mm til 450 mm diameter og tilbyr repeterbarhet på 0,1 um.
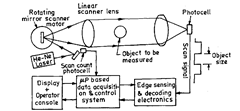
Fig. 23.13. Skjematisk av skanning laser måler.
(ii) Bilde Diode Array Imaging.
i denne metoden projiseres skygge av stasjonær del på en solid-state diode array bildesensor. Systemet består av laserkilde, bildeoptikk, fotodiodearray og signalprosessor og displayenhet. For store deler brukes to arrays, en for hver kant. Nøyaktighet så høyt som + 0,05 um er oppnådd.
(iii) Diffraksjon Mønster Teknikk.
disse brukes til å måle små hull og deler med liten diameter. I denne metoden er en parallell sammenhengende laserstråle diffraktert av en liten del, og det resulterende mønsteret er fokusert av en linse på en lineær diode array. Siden diffraksjon ikke er egnet for diametre større enn noen få millimeter, er bruken begrenset til små ledninger, etc. Målenøyaktigheten er mer for mindre deler. Avstanden mellom de vekslende lys og mørke båndene i diffraksjonsmønsteret er en direkte funksjon av tråddiameteren, bølgelengden til laserstrålen og brennvidden til linsen.
(iv) Laser Triangulering Sensorer.
Fig. 23.14 viser prinsippet om laser trekantet sensor. En fint fokusert laser spot av lys er rettet mot delen overflaten. Et objektiv i sensoren avbilder dette lyspunktet på en digital solid state, posisjonsfølsom fotodetektor. Måleområdet er svært lite. Avstandsavstanden beregnes og festes nøye. Plasseringen av bildepunktet er direkte relatert til avstanden fra sensoren til objektoverflaten. En endring i avstandsavstanden resulterer i en sideskift av stedet langs sensorarrayen. Denne teknikken gir rask måling av avvik på grunn av endringer i overflaten, og dermed kan den utføre automatisk
Fig. 23.14
beregninger på shell metal stampings for gap og flushness, hulldiametre og kantsteder veldig raskt. Det er mulig å måle deltykkelsen eller innerdiameteren til boringene ved å bruke to sensorer. Nøyaktigheten av måling og måleområde er direkte relatert.
(y) To-Frekvens Laser Interferometer.
Fig. 23.15 viser skjematisk arrangement bestående av to-frekvens laser hodet, strålen regi og splitting optikk, måling optikk, mottakere, bølgelengde kompensatorer og elektronikk. Den er ideell for måling av lineær posisjonering, retthet i to plan, tonehøyde og yaw. Det tofrekvente laserhodet gir en frekvens Med p-polarisering (målestråle) og en annen frekvens Med s-polarisering (referansestråle). Laserstrålen projiseres til et eksternt interferometer og deles ved polariserende strålesplitter i sine to separate frekvenser. Den measuringjieam er rettet gjennom interferometeret til å reflektere av et mål speil eller retroreflektor festet til objektet som skal måles.
Fig. 23.15
referansestrålen reflekteres fra fast retroreflektor. Målestrålen på returveien rekombinerer med referansestrålen og rettes til den elektroniske mottakeren. En frekvensforskyvning induseres i returmålestrålen Ved Doppler-effekt på grunn av bevegelse av målspeilet. På grunn av deres ortogonale polarisering forstyrrer frekvensene ikke å danne frynser til strålen når mottakeren som overvåker frekvensskiftet og gir utgang av forskyvningen.
fordelen med denne teknikken ligger i uavhengighet av systemet på stråleintensiteten, og dermed gir den høy følsomhet, uavhengig av støy på grunn av luftturbulens, elektrisk støy og lysstøy. Laserhodet kan monteres hvor som helst. Videre på grunn av bruk av enkeltfotodetektor per måleakse er følsomheten for optisk justering mindre. Den lineære oppløsningen av denne metoden er 1 nm, retthet oppløsning er 40 nm og vinkeloppløsning er 0,03 bue sekunder.
(vi) Laserskanningsmåler.
Fig. 23.16 viser en laserskanningsmåler som brukes til ikke-kontaktmåling av store objekter med en nøyaktighet på ca. 0,01 mm ved hjelp av lav divergens
av en laserstråle. Et roterende speil i fokus på det første objektivet produserer en stråle parallelt med optisk akse. Tiden mellom forkanten av strålen slokkes av objektet og når den kommer fra den andre siden, er et mål på tverrsnittet som er en funksjon av tangenten til vinkelen subtended av objektet ved fokus på den første linse. Denne teknikken er nyttig for å måle rundheten og diameteren av varme stålstenger under vibrasjonsforhold med en nøyaktighet på 0,025 mm over diametre på 5-25 mm.
Fig. 23.16
(vii) Måle Bred Diameter Fra Diffraksjonsmønsteret dannet i En Laserstråle. Fig. 23.17 viser en metode for å måle diameteren på tynn tråd ved hjelp av interferens
Fig. 23.17
frynser som følge av diffraksjon av lyset ved ledningen i laserstrålen. Påvisning av en null forstørret for å fylle dectector blenderåpning indikerer at ledningen er utenfor sin dimensjonale toleranse. Systemet bruker endringene i frynser dannet av diffraksjon med tråddiameter som forårsaker en variasjon i utgangen fra fotodetektoren og kan brukes som en del av et kontrollsystem eller advarselsindikator.
et mål på diameteren kan oppnås ved å flytte fotodetektoren til utgangen er gjenopprettet til sin opprinnelige verdi. Endringer i tråddiameter så små som 0,2% over tråddiameter fra 0,005 til 0,2 mm kan måles. Fig. 23.18 viser metoden for lengdemåling
ved fringe telling. Laserutgangen, som kan være usammenhengende, lyser tre slisser om gangen i det første planet som danner interferensfranser. Bevegelsen av interferensfringene bestemmes av en detektor pa den andre siden av en kort lengde av konvensjonelt Moire-rist. Det totale antall spalter i det første planet styres av lengden over hvilken måling er nødvendig. Avstanden mellom spaltene og avstanden til spalten til gitterets plan er avhengig av
Fig. 23.18
bølgelengde av lyset som brukes. Ved Hjelp Av He – ne laser på 0,63 um, oppnås en frynseavstand på 1 um ved 1,4 um fra slissene hvis en spalteseparasjon på 1 um brukes.
denne metoden er i stand til nøyaktige målinger over relativt korte avstander i størrelsesorden 100 mm uavhengig av variasjon av brytningsindeks og turbulens i luftbanen.