wskaźnik zdolności maszyny
Cmk (I Cm) to dwa OZNACZENIA OKREŚLAJĄCE zdolność maszyny. Cmk stanowi bardzo krótkoterminowe odzwierciedlenie wydajności maszyny W odniesieniu do granic tolerancji (lub granic specyfikacji).
wyższe wartości dla Cm i Cmk oznaczają lepszą wydajność maszyny.
Cm i Cmk opisują możliwości maszyny na podstawie 20-50 kolejnych pomiarów.
jest to wskaźnik bardzo krótkoterminowy, ponieważ proces zbierania kolejnych pomiarów nie może obejmować przestojów, zmian operatora, zmian narzędzi, zmian maszyn, zmian środowiska, zmian oleju itp.
przypomnij sobie, jak pokazuje Fishbone, istnieje sześć czynników, które są ogólnie akceptowane, które tworzą zmienność:
1) środowisko
2) Maszyna
3) Operator
4) Metoda
5) Materiał
6) pomiar
w przypadku Cmk I Cm jedynymi czynnikami zmienności są Pomiar i maszyna. Stąd powodem nazwy jest zdolność maszyny, a nie zdolność procesu.
i zadaniem czarnego pasa jest ilościowe określenie zmienności systemu pomiarowego i verfiy przechodzącego MSA. Potwierdza to, że zmiana systemu pomiarowego jest minimalna jako % całkowitej zmiany.
możliwe jest, że zdolność maszyny jest taka sama (lub równa) możliwości procesu, ale bardzo mało prawdopodobne. Zdolność Maszyny to bardzo krótkie próbkowanie i Najlepsza wartość wydajności na zewnątrz Cp i Pp.
Cp i Pp nigdy nie przekroczą Cm. Cm prawie zawsze będzie większy niż Cp i Pp.
pomiary indeksu zdolności procesowych Cpk, Cp, Pp i Ppk będą obejmować przestoje i niektóre lub wszystkie z powyższych sześciu źródeł zmienności.
Cm nie uwzględnia położenia rozrzutu w granicach tolerancji. Tam właśnie wkracza Cmk.
co oznacza wartość Cm?
wartość Cm to liczba razy większa od wydajności maszyny w stosunku do szerokości tolerancji.
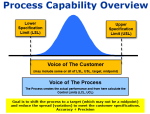
aby pomóc zrozumieć Cm, jeśli wartość Cm wynosi 2,0, oznacza to, że rozkład kolejnych pomiarów będzie pasował 2x do szerokości tolerancji. Szerokość tolerancji jest dwa tak duża, jak rozprzestrzenianie się danych. Zakres tolerancji to zakres między dolną granicą specyfikacji (LSL) a górną granicą specyfikacji (USL).
a Cm of 1.0 oznacza, że szerokość danych jest równa szerokości tolerancji, jednak nie wskazuje, gdzie dane są powiązane z tolerancjami innymi słowy, jeśli nie mogą być wyśrodkowane w ogóle i mogą znajdować się w 100% poza jedną z tolerancji.
więc nawet jeśli rozrzut danych nie jest wyśrodkowany, to nadal ma tę samą szerokość. Cm nie ma znaczenia położenia swoich danych w stosunku do granic specyfikacji (tolerancji) lub wartości docelowej (przypomnijmy, że wartości docelowe nie zawsze mogą być punktem środkowym tolerancji).

co oznacza „k” w Cmk
dodanie „k” w Cmk określa ilość, której rozkład jest wyśrodkowany, innymi słowy odpowiada przesunięciu i lokalizacji, ponieważ odnosi się do tolerancji lub specyfikacji. Idealnie wyśrodkowany proces, w którym średnia jest taka sama jak punkt środkowy, będzie miał wartość „k” równą 0.
minimalna wartość „k” wynosi 0, a maksymalna 1,0. Idealnie wyśrodkowany spread danych Maszyny będzie miał Cm = Cmk .
Cmk, Cpk i Ppk odnoszą się do odchylenia standardowego i centrowania procesu o punkcie środkowym do dopuszczalnych specyfikacji tolerancji.
oszacowanie dla Cmk = Cm(1-k).
a ponieważ maksymalna wartość dla k wynosi 1,0, to wartość dla Cmk jest zawsze równa lub mniejsza od Cm.
dowiedz się więcej o tych innych wskaźnikach wydajności
Cp
Cpk
Pp
Ppk
Cpm
Szukaj aktywne oferty pracy Six Sigma
Szablony, tabele i kalkulatory
Najnowsze artykuły




-
Wskaźniki Zdolności Procesu
Oct 18, 21 09:32 AM
wyznaczanie wskaźników zdolności procesu, Pp, Ppk, Cp, Cpk, Cpm
-
Kalkulator Six Sigma, tabele statystyczne i szablony Six Sigma
Sep 14, 21 09: 19 AM
kalkulatory Six Sigma, tabele statystyczne i szablony Six Sigma, aby ułatwić pracę jako kierownik projektu Six Sigma
-
Szablony Six Sigma, tabele statystyczne i kalkulatory Six Sigma
Sie 16, 21 01: 25 PM
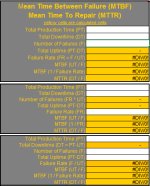
Szablony, tabele i kalkulatory Six Sigma. MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix