eșecul materialelor este vital în manierele de inginerie și economie, deoarece partea fracturată a unei componente poate inhiba sau preveni procesul de lucru. Prin urmare, o examinare detaliată se face de obicei pentru piesele eșuate. O fracțiune considerabilă a eșecurilor provine din mecanismele de oboseală. Cu toate acestea, dacă procesul este menținut la temperaturi ridicate, apare un nou suspect obișnuit. Acest mecanism de eșec se numește eșec de fluaj. O definiție standard a fluajului poate fi făcută ca deformarea plastică a materialelor la temperaturi ridicate și sarcini statice.
comportamentul fluajului este în mare parte esențial pentru aplicațiile de inginerie care au loc în medii cu temperaturi ridicate. Prin urmare, proiectarea pieselor metalice trebuie făcută luând în considerare rezistența la fluaj. De exemplu, paletele turbinelor motoarelor cu reacție suferă de obicei de fluaj, deoarece atmosfera interioară a motorului funcționează la 800 până la 1300 centimetric C. În plus, sarcinile centrifuge de pe palete contribuie, de asemenea, la fluxul de plastic al materialului. Prin urmare, elemente de aliere suplimentare sunt utilizate pentru a asigura o creștere a rezistenței la fluaj a paletelor turbinei. Alte aplicații de inginerie la temperaturi ridicate pot fi exemplificate ca; reactoare nucleare, tuburi de cazan, motoare cu rachete și turbine cu abur.
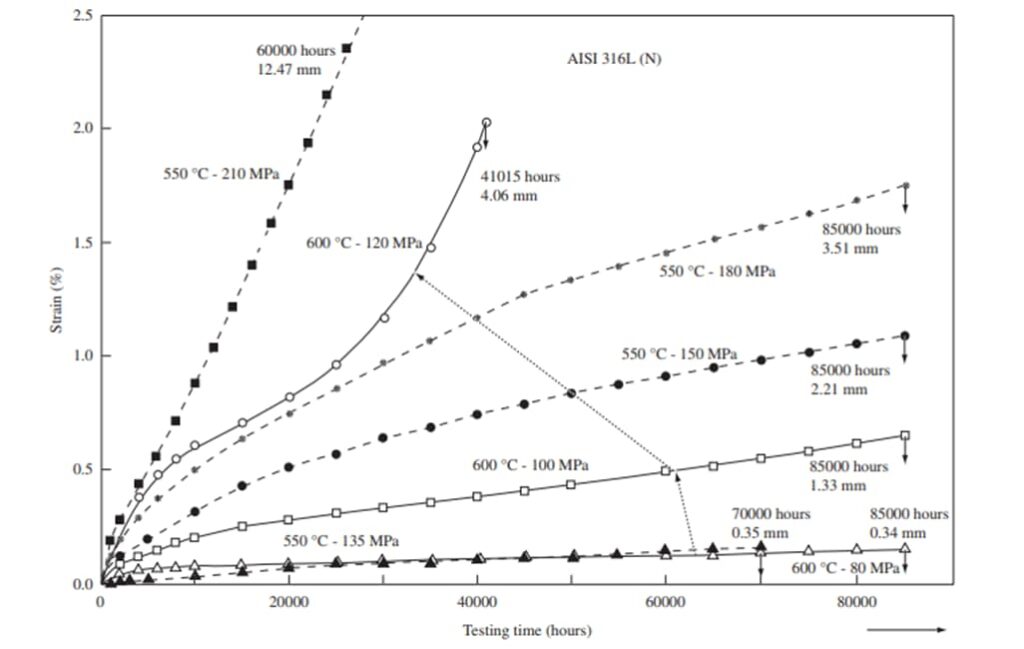
în materialele structurate în Cristal (metale și ceramică), temperatura critică a fluajului poate fi determinată ca 0,4-0,5 a temperaturii de topire a materialului aferent. Această temperatură critică este crucială pentru considerentele de proiectare ale materialelor. Când se iau în considerare ochelarii și materialele polimerice, temperatura de tranziție a sticlei este decisă ca punct critic în care apar cantități mari de tulpină de fluaj. Cu toate acestea, unele materiale pot suferi de fluaj chiar și la temperaturile camerei. Aceste materiale pot fi polimeri cauciucați sau metale moi (de exemplu, plumb). Temperaturile critice pentru defecțiunile de fluaj sunt vitale pentru selectarea materialelor adecvate în timpul proiectării dacă componentele de inginerie. Pentru a spori rezistența la fluaj a materialelor, sunt utilizate în mod obișnuit elemente speciale de aliere. În acest moment, nichelul, cromul și cobaltul sunt utilizate pe scară largă ca elemente de aliere pentru a crește rezistența la fluaj a materialelor inginerești. După cum sa menționat anterior, lamele turbinei cu motor cu reacție sunt produse prin superaliaje de nichel (CMSX-4, CMSX-10, Inconel etc.) și elemente suplimentare de aliere (reniu, ruteniu) care contribuie la rezistența la fluaj a paletelor turbinei. Fluxul de plastic al materialelor din cauza fluajului poate varia pentru diferite temperaturi și diferite solicitări de tracțiune. Modificarea tensiunii în funcție de temperaturile variabile poate fi văzută în figura de mai jos. Când modelul este examinat, este evident că fluxul de plastic al materialelor poate apărea la tensiunile care sunt mai mici decât tensiunea de randament a materialului testat. De asemenea, eșecul oboselii eșecul fluajului poate începe chiar și la solicitări mai mici decât stresul de randament. De aceea, designul materialului este extrem de important pentru aplicațiile la temperaturi ridicate. Dacă selecția materialului se face luând în considerare doar temperaturile camerei sau temperaturile nesemnificative (temperaturi care nu ar putea contribui la fluaj), pot apărea catastrofe de la inițierea fluxului de plastic sub rezistența la curgere a metalului. Figura de mai jos reprezintă comportamentul de fluaj al unui oțel inoxidabil austenitic 316L, care este foarte frecvent utilizat pentru aplicații de sudare.
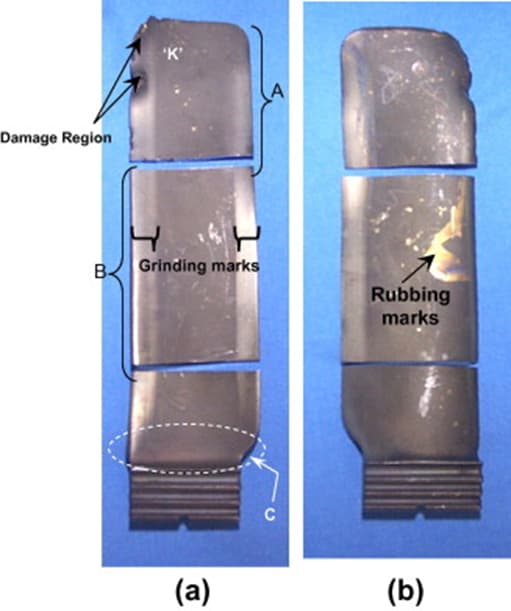
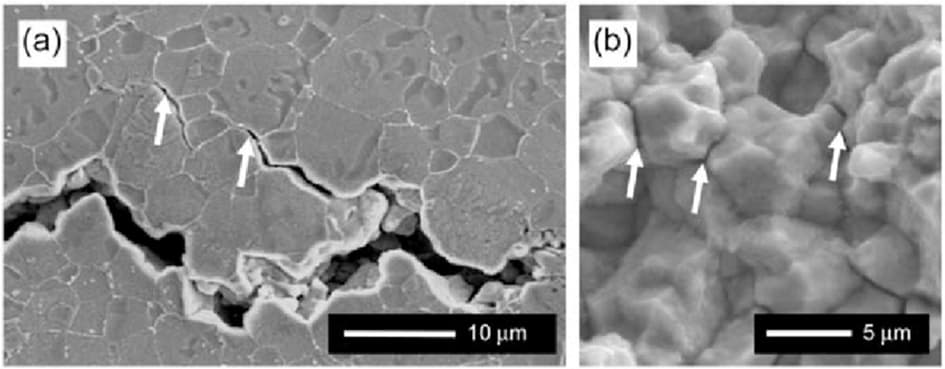
mecanismul eșecului fluajului este, de asemenea, crucial pentru îmbunătățirea rezistenței la fluaj a metalelor. Trebuie să examinăm în mod corespunzător suprafața fracturată a metalului care nu a reușit până acum. Majoritatea examinărilor arată că apar fisuri pe limitele cerealelor metalelor eșuate. Prin urmare, caracteristicile de fractură ale eșecurilor de fluaj pot fi definite ca intergranulare pentru majoritatea cazurilor. Mai mult, mediul la temperaturi ridicate în care este acționată piesa metalică poate provoca fracturi de tip ductil. Prin urmare, este clar că eșecurile de fluaj sunt fracturi ductile intergranulare (pentru majoritatea eșecurilor). Deoarece fisurile de defectare a fluajului sunt inițiate pe limitele granulelor metalului relativ, absența limitelor granulelor poate deveni avantajoasă pentru aplicațiile la temperaturi ridicate. Prin urmare, piesele metalice care sunt proiectate pentru aplicații la temperaturi ridicate sunt produse prin scăderea numărului de boabe. Majoritatea paletelor turbinei sunt realizate prin furnizarea de structuri monocristaline în care se prezintă o singură limită de cereale. Figura de mai jos prezintă fractura intergranulară a unei părți metalice care este suferită de fluaj.
rezistența la fluaj poate fi obținută prin efectuarea unor teste speciale de fluaj pentru piesele metalice dorite. De obicei, testele de tracțiune sunt aplicate pentru a înțelege fluxul de plastic și rata de deformare a materialului. Cu toate acestea, predicția care este evaluată prin testul de tracțiune nu poate fi utilizată pentru materialele care sunt planificate să fie utilizate în aplicații la temperaturi ridicate. Viteza de deformare care este determinată la sfârșitul încercării la tracțiune este adecvată pentru aplicațiile care au loc în condiții de temperatură a camerei. În acest moment, tulpina metalului pentru stresul aplicat nu se va schimba în timp din cauza temperaturii scăzute a mediului. Cu toate acestea, dacă se iau în considerare temperaturi ridicate, rata de deformare trebuie calculată pentru temperatura exactă de funcționare, deoarece fluajul este mecanismul principal de defectare. Aici, un sfert din temperatura de topire a materialelor trebuie efectuată în timpul testului de tracțiune pentru a simula comportamentul materialului la temperaturi ridicate.
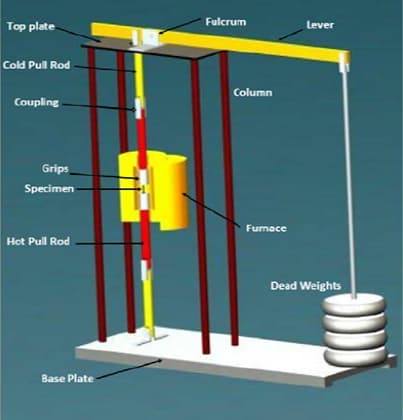
testul de fluaj al metalelor se face pentru a prevedea comportamentul metalului în condiții de temperatură ridicată. Testul de fluaj este foarte similar cu testele de tracțiune sau de compresie; cu toate acestea, condițiile de temperatură ridicată sunt menținute în timpul efectuării testului de fluaj. Testul de fluaj se face folosind un specimen de încercare la tracțiune. Sarcina de pornire este determinată înainte de inițierea testului. Astfel, stresul constant este aplicat modelului de tracțiune metalică pentru a simula condițiile de fluaj. Sarcinile pot fi greutăți simple sau o mașină de testare la tracțiune poate menține tensiunea pe specimen. În plus, un cuptor simplu este plasat peste specimen pentru a crea temperaturile ridicate dorite. Un termocuplu este plasat în proba de testare pentru a controla căldura metalului. Când se atinge temperatura dorită, se aplică solicitări de tracțiune sau compresiune pe epruveta de testare. La sfârșitul testului, rata de tulpină a specimenului este reprezentată grafic pe un grafic. Rezultatele ratei de tulpina în funcție de timpul scurs, este numit ca curba fluaj în cazul în care considerațiile se face prin utilizarea acestuia. Comportamentul specimenului la temperatură ridicată poate fi văzut în această curbă de fluaj—schema de mai jos prezintă o curbă tipică de fluaj cu trei regiuni distincte.
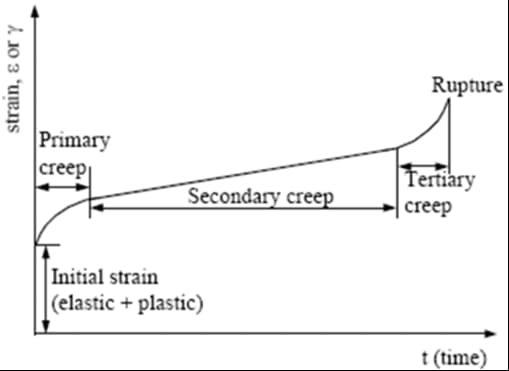
regiunile de pe curba fluajului sunt zone distincte în care rata fluajului diferă pentru fiecare zonă. Derivatul ratei de tulpină împotriva timpului se numește rata de tulpină. Timpul fracturat al eșantionului de testare depinde, în general, de cantitatea de temperatură și de cantitatea de stres aplicată. Deformarea inițială care are loc înainte de inițierea testului ar putea fi elastică sau plastică sau ambele. Cu toate acestea, chiar și deformarea plastică inițială are loc înainte de începerea testului, rata de deformare în deformarea inițială nu poate fi declarată ca deformare a fluajului. Testul de fluaj are loc de obicei prin aplicarea unor solicitări mai mici decât rezistența la curgere a materialului aferent. Regiunile de pe curba fluajului pot fi denumite zonă de fluaj primară (tranzitorie), zonă de fluaj secundară (la starea de echilibru) și zonă de fluaj terțiar. Tulpina materialului inițiază în zona de fluaj primar (în afară de deformarea inițială care apare din cauza încărcărilor fără încălzire). Rata de deformare a metalului atinge valoarea minimă în zona de fluaj la starea de echilibru, unde rata de deformare a metalului este, de asemenea, constantă. Înainte de fractura finală a metalului, în structura materialului apar mici goluri. Aceste goluri mici cresc și se coagulează, astfel încât apar fisuri. Aceste fisuri duc la defectarea finală a metalului. Importanța acestor goluri mici este de fapt despre timpul lor de apariție. Când începe fluajul terțiar, apar aceste mici goluri. Aceste goluri mici sunt modele distinctive pentru analiza eșecului. Când se observă microstructura suprafeței de fractură a unui metal, aceste mici goluri pot fi văzute. Observarea golurilor mici indică faptul că jumătate din timpul de serviciu al materialului este finalizat.
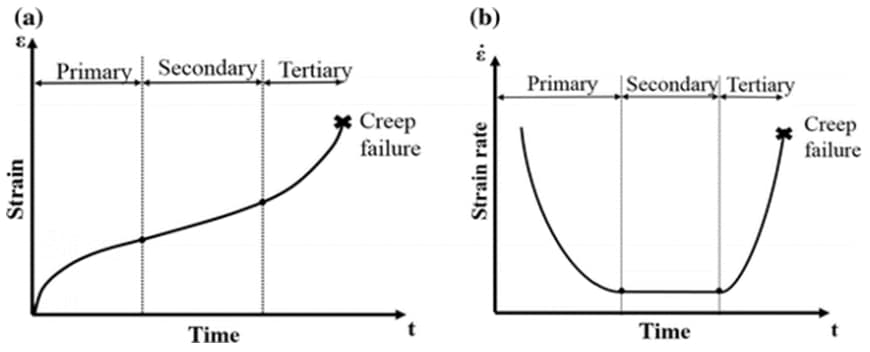
prin urmare, partea metalică consumă jumătate din durata de viață dintre zona de fluaj la starea de echilibru și zona de fluaj terțiar. Cu toate acestea, durata de viață rămasă a metalului în zona terțiară de fluaj nu este egală cu jumătate din durata totală de viață a materialului. Rata de fluaj a materialului crește în zona de fluaj terțiar, astfel încât progresul fluajului în zona terțiară crește și în a treia zonă. Prin urmare, restul timpului de serviciu al materialului este consumat mai rapid decât consumul în zona de fluaj la starea de echilibru. Termenul de rată de fluaj poate fi văzut în figura de mai jos. Majoritatea considerentelor de proiectare utilizează rata de fluaj la starea de echilibru pentru materialul care va fi utilizat în aplicații la temperaturi ridicate. Deoarece rata de fluaj este derivata tulpinii împotriva timpului, zona secundară de fluaj efectuează o rată de fluaj minimă și constantă la rata de fluaj de mai jos (rata de deformare) vs.graficul de timp.
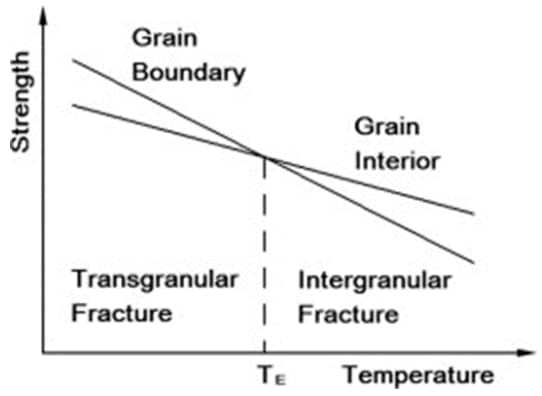
s-a menționat că mecanismul de fractură intergranulară este comun pentru eșecurile de fluaj. Motivul caracteristicii fracturii intergranulare poate fi explicat prin examinarea valorilor de rezistență ale boabelor interioare și a limitelor de cereale la temperaturi diferite. Rezistența la tracțiune a granulelor este mai mare decât interiorul boabelor pentru temperaturi scăzute; cu toate acestea, rezistența la tracțiune a interiorului boabelor este mai mare decât limitele granulelor pentru temperaturi ridicate. Prin urmare, eșecurile la temperaturi ridicate tind să apară la limitele cerealelor (intergranulare). Deoarece fluajul are loc la temperaturi ridicate (pentru majoritatea metalelor), caracteristicile intergranulare ale fracturilor de fluaj sunt frecvent observate. Schema de mai jos arată variația tensiunii de tracțiune cu temperaturi diferite. Intersecția liniilor intergranulare și transgranulare se numește temperatură echicoezivă, unde punctele forte ale granulelor și granulelor interioare sunt egale între ele.
standardele pentru testele de fluaj sunt cruciale pentru a furniza date de testare fiabile. Diferitele standarde privind testarea fluajului pot fi văzute în tabelul de mai jos.
Tabelul 1. Mai multe standarde pentru fluaj
| BS 3500 | metode de testare a fluajului și rupturii metalelor. |
| BS EN 10291 | Materiale metalice – testarea fluajului Uniaxial în tensiune. |
| BS EN ISO 899 | materiale plastice – determinarea comportamentului fluajului. |
| ASTM E139 | efectuarea testelor de fluaj, rupere de fluaj și rupere de stres a materialelor metalice. |
| BS EN 1225 | determinarea factorului de fluaj al sticlei * materiale plastice termorigide armate * condiții umede. |
| BS EN 761 | determinarea factorului de fluaj al sticlei * materiale plastice termorigide armate * condiții de uscare. |
- Hosford, W., 2011. Știința Materialelor. New York: Cambridge University Press.
- efectul microstructurii și texturii cristalografice asupra proprietăților mecanice ale oțelului 9CR-1Mo modificat – figură științifică pe ResearchGate. Disponibil de la: https://www.researchgate.net/figure/A-typical-creep-curve-indicates-three-different-regions-the-primary-secondary-and-the_fig15_325678541
- Twi-global.com. 2020. Testarea Fluajului Și A Fluajului. Disponibil la: <https://www.twi-global.com/technical-knowledge/job-knowledge/creep-and-creep-testing-081>.
- Dowling, N., Kampe, S. și Kral, M., N.D. comportamentul mecanic al materialelor. PP. 802, 809.
- Shop.bsigroup.com. 2020. Standarde de inginerie, cerințe pentru Inginerie, BSI. Disponibil la: <https://shop.bsigroup.com/en/Browse-by-Sector/Engineering/?t=r>.
- Gaffard, V., Besson, J., & Gourgues-Lorenzon, A. F. (2005). Creep failure model al unui oțel inoxidabil martensitic temperat care integrează mecanisme multiple de deformare și deteriorare. Jurnalul Internațional de fractură, 133 (2), 139-166. doi: 10.1007 / s10704-005-2528-8
- Sasikala, G., Mathew, MD, Bhanu Sankara Rao, K., & Mannan, S. L. (1999). Deformarea fluajului și comportamentul fracturii unui metal sudat din oțel inoxidabil tip 316 cu azot. Jurnalul de materiale nucleare, 273 (3), 257-264. doi: 10.1016 / s0022-3115(99)00057-4