23.16.
laserele metrologice sunt instrumente cu putere redusă. Cele mai multe sunt lasere de ieșire cu undă continuă cu heliu-neon care emit lumină vizibilă sau infraroșie. Laserele He-Ne produc lumină la o lungime de undă de 6328 a (0,6 pi) care este în fază, coerentă și de o mie de ori mai intensă decât orice altă sursă monocromatică.
sistemele de inspecție cu Laser permit măsurarea unei părți așa cum este produsă, permițând astfel o calitate de 100%. Sistemele Laser au o gamă dinamică largă, vorbire încrucișată optică scăzută și contrast ridicat.
laserele găsesc aplicații în măsurătorile dimensionale și Inspecția suprafeței datorită proprietăților luminii laser (fascicul luminos, unidirecțional, colimat, cu un grad ridicat de coerență temporală și spațială). Acestea sunt utile în cazul în care este necesară precizia, precizia, măsurarea rapidă fără contact a pieselor moi, delicate, fierbinți sau în mișcare.
diverse tehnici pentru măsurători dimensionale sunt :
(i) scanarea gabaritului Laser. Fig. 23.13 prezintă o diagramă schematică a unui ecartament laser de scanare. Practic utilizează un emițător, receptor și procesor electronic. O bandă subțire de lumină laser de scanare este făcută să treacă printr-un obiectiv liniar al scanerului pentru a-l face fascicul paralel. Obiectul plasat într-un fascicul paralel, aruncă o umbră dependentă de timp. Semnalele de la lumina care intră în celula foto (receptor) sunt procesate de un microprocesor pentru a oferi afișarea dimensiunii reprezentate de diferența de timp dintre marginile umbrei. Poate oferi rezultate la o precizie de + 0,25 um pentru obiecte cu diametrul de 10-50 mm. Poate fi folosit pentru obiecte cu diametrul de 0,05 mm până la 450 mm și oferă repetabilitate de 0,1 um.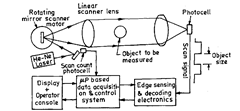
Fig. 23.13. Schema de scanare cu laser ecartament.
(ii) imagine cu matrice de Diode foto.
în această metodă, umbra părții staționare este proiectată pe un senzor de imagine cu matrice de diode în stare solidă. Sistemul cuprinde sursă laser, optică imagistică, matrice de fotodiode și procesor de semnal și unitate de afișare. Pentru piese mari, se folosesc două matrice, câte una pentru fiecare margine. Au fost obținute precizii de până la + 0,05 um.
(iii) tehnica modelului de difracție.
acestea sunt utilizate pentru măsurarea golurilor mici și a pieselor cu diametru mic. În această metodă, un fascicul laser coerent paralel este difractat de o mică parte, iar modelul rezultat este focalizat de o lentilă pe o matrice de diode liniare. Deoarece difracția nu este potrivită pentru diametre mai mari de câțiva milimetri, utilizarea sa este limitată la fire mici etc. Precizia măsurării este mai mare pentru piesele mai mici. Distanța dintre benzile alternante de lumină și întuneric în modelul de difracție este o funcție directă a diametrului firului, a lungimii de undă a fasciculului laser și a distanței focale a obiectivului.
(iv) senzori de triangulare Laser.
Fig. 23.14 prezintă principiul senzorului triunghiular laser. Un punct de lumină laser focalizat fin este direcționat către suprafața piesei. Un obiectiv din senzor prezintă acest punct luminos pe un detector foto digital în stare solidă, sensibil la poziție. Domeniul de măsurare este foarte mic. Distanța de oprire a standului este calculată și fixată cu atenție. Locația spotului imaginii este direct legată de Distanța de oprire de la senzor la suprafața obiectului. O modificare a distanței de oprire are ca rezultat o deplasare laterală a locului de-a lungul matricei de senzori. Această tehnică asigură măsurarea rapidă a abaterilor datorate modificărilor de suprafață și astfel poate efectua automat
Fig. 23.14
calcule pe ștanțări metalice coajă pentru decalaj și flushness, diametre gaura, și locații de margine foarte repede. Este posibil să se măsoare grosimea piesei sau diametrul interior al găurilor utilizând doi senzori. Precizia măsurării și domeniul de măsurare sunt direct legate.
(y) interferometru Laser cu două frecvențe.
Fig. 23.15 prezintă dispunerea schematică cuprinzând capul laser cu două frecvențe, optica de direcționare și divizare a fasciculului, optica de măsurare, receptoare, compensatoare de lungime de undă și electronică. Este ideal pentru măsurarea poziționării liniare, rectilinie în două planuri, pas și girație. Capul laser cu două frecvențe asigură o frecvență cu polarizare P (fascicul de măsurare) și o altă frecvență cu polarizare S (fascicul de referință). Fasciculul laser este proiectat la un interferometru de la distanță și este împărțit la separatorul fasciculului polarizant în cele două frecvențe separate ale acestuia. Jieam-ul de măsurare este direcționat prin interferometru pentru a reflecta o oglindă țintă sau un retroreflector atașat obiectului de măsurat.

Fig. 23.15
fasciculul de referință este reflectată de retroreflector fix. Fasciculul de măsurare de pe calea sa de întoarcere se recombină cu fasciculul de referință și este direcționat către receptorul electronic. O schimbare de frecvență este indusă în fasciculul de măsurare care revine prin efectul Doppler datorită mișcării oglinzii țintă. Datorită polarizării lor ortogonale, frecvențele nu interferează pentru a forma franjuri până când fasciculul nu ajunge la receptor, care monitorizează schimbarea frecvenței și asigură ieșirea deplasării.
avantajul acestei tehnici constă în independența sistemului asupra intensității fasciculului și, astfel, oferă o sensibilitate ridicată, fiind independentă de zgomotul datorat turbulențelor de aer, zgomotului electric și zgomotului luminos. Capul Laser poate fi montat oriunde. În plus, datorită utilizării fotodetectorului unic pe axa de măsurare, sensibilitatea la alinierea optică este mai mică. Rezoluția liniară a acestei metode este de 1 nm, rezoluția de rectitudine este de 40 nm și rezoluția unghiulară este de 0,03 secunde de arc.
(vi) ecartament de scanare cu Laser.
Fig. 23.16 prezintă un ecartament de scanare laser utilizat pentru măsurarea fără contact a obiectelor mari la o precizie de aproximativ 0,01 mm folosind divergența scăzută
a unui fascicul laser. O oglindă rotativă la focalizarea primului obiectiv produce un fascicul paralel cu axa optică. Timpul dintre marginea anterioară a fasciculului care este stins de obiect și când iese din cealaltă parte este o măsură a secțiunii transversale care este o funcție a tangentei unghiului subtendat de obiect la focalizarea primei lentile. Această tehnică este utilă pentru a măsura rotunjimea și diametrul barelor de oțel fierbinți în condiții de vibrație la o precizie de 0,025 mm peste diametre de 5-25 mm.
Fig. 23.16
(vii) măsurarea diametrului larg din modelul de difracție format într-un fascicul Laser. Fig. 23.17 prezintă o metodă de măsurare a diametrului firului subțire folosind interferența
Fig. 23.17
franjuri rezultate din difracția luminii de către firul din fasciculul laser. Detectarea unui nul mărit pentru a umple diafragma dectectorului indică faptul că firul este în afara toleranței sale dimensionale. Sistemul utilizează modificările franjurilor formate prin difracție cu diametrul firului care determină o variație a ieșirii de la fotodetector și poate fi utilizat ca parte a unui sistem de control sau a unui indicator de avertizare.
o măsură a diametrului poate fi obținută prin deplasarea fotodetectorului până când ieșirea este restabilită la valoarea inițială. Se pot măsura modificări ale diametrului firului de până la 0,2% față de diametrele firului de la 0,005 la 0,2 mm. Fig. 23.18 prezintă metoda de măsurare a lungimii
prin numărarea marginilor. Ieșirea laserului, care poate fi incoerentă, luminează trei fante simultan în primul plan care formează Franjuri de interferență. Mișcarea franjurilor de interferență este determinată de un detector de pe cealaltă parte a unei lungimi scurte a grătarului convențional Moire. Numărul total de fante din primul plan este guvernat de lungimea pe care este necesară măsurarea. Distanța dintre fante și distanța fantei până la planul grătarului depinde de
Fig. 23.18
Lungimea de undă a luminii utilizate. Folosind laserul He-Ne la 0,63 um, se obține o distanță de franjuri de 1 um la 1,4 um din fante dacă se folosește o separare a fantei de 1 um.
această metodă este capabilă de măsurători precise pe distanțe relativ scurte de ordinul a 100 mm, independent de variația indicelui de refracție și de turbulența în calea aerului.