sudarea tablelor subțiri poate fi o provocare, deoarece trebuie să obțineți o fuziune adecvată, prevenind în același timp distorsiunea și arderea. Abilitatea cheie este de a controla căldura pe tablă pentru a preveni defectele. Acest ghid explică câteva dintre modalitățile de a ajuta la obținerea celor mai bune rezultate la sudarea tablelor subțiri.
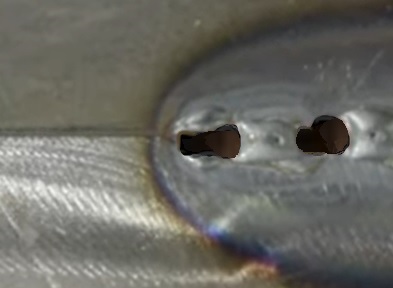
Burnthrough weld
procesul de sudare
va trebui să alegeți un proces de sudare care vă permite să controlați căldura. Cele mai bune procese pentru aceasta sunt MIG și TIG. Este posibil să lipiți sudura pe tablă subțire, dar este mai greu să controlați căldura, este dezordonat și este greu de stăpânit.
unele mașini de sudură permit, de asemenea, impulsuri MIG sau TIG. Sudarea prin impulsuri este o variație avansată a MIG și TIG care produce suduri îngrijite și ajută la evitarea defectelor de sudură. Este un proces în care curentul fluctuează de la mic la mare în loc de un flux consistent. Acest lucru permite o ondulare lină în talonul de sudură, o viteză mai mare de deplasare și o intrare redusă de căldură. Acest aport redus de căldură poate ajuta la scăderea riscului de distorsiune.
omiteți tehnica de sudare
când sudați tablă subțire, nu încercați să treceți o margine chiar peste articulație. Acest lucru va provoca prea multă căldură pentru a construi. În schimb, executați o serie de suduri scurte în diferite puncte ale metalului care se unesc în cele din urmă. Lăsați metalul să se răcească o secundă sau două între suduri pentru a ajuta la disiparea căldurii.
deplasați întotdeauna torța în linie dreaptă la cea mai rapidă viteză posibilă care permite pătrunderea. Nu țeseți torța și nu vă mișcați prea încet, deoarece va provoca acumularea de căldură. Împingerea unei torțe peste tragere va îndrepta, de asemenea, arma spre marginea mai rece a bălții de sudură pentru a preveni acumularea excesului de căldură. Mențineți lungimea și tensiunea arcului cât mai scăzute posibil. Puteți crește întotdeauna amperi ușor dacă aveți nevoie de mai multă penetrare.
tehnica de sudare prin lipire

sudură prin lipire
dacă sudați cu cap la cap tablă subțire, există o linie foarte fină între găurile sau distorsiunile de penetrare adecvate și de ardere. Utilizarea unei serii de suduri este un alt mod obișnuit de a menține o căldură scăzută și de a minimiza riscul de distorsiune.
va trebui să aveți cele două bucăți de metal strâns lipite împreună, de obicei în jur de 1 mm distanță pentru a evita găurile de ardere. Apoi creați o mică sudură de lipire pe articulație și repetați cu o serie de suduri de lipire până când ați acoperit întreaga îmbinare, cu sudurile ușor suprapuse. Lăsați metalul să se răcească aproximativ o jumătate de secundă între suduri. Cu cât îl lași mai mult, cu atât vei avea mai puține șanse de a arde. Sudați diferite secțiuni simultan pentru a preveni acumularea de căldură.
dacă acumulați prea mult metal, nu îl macinați până când nu ați terminat, altfel puteți macina prea mult metal și puteți ajunge să ardeți.
sârmă MIG
utilizați cel mai mic diametru posibil al firului, asigurând în același timp depunerea adecvată. 0.023 ar trebui să fie bine, cu excepția cazului în care sudați gabaritul 18 sau mai gros, caz în care poate fi necesar să mergeți până la 0.030. Firul mai mic va transfera mai puțină căldură pe metal, deoarece necesită mai puțină căldură pentru a se topi.
electrod TIG
utilizați un electrod mic mai mic de un centimetru. Nu folosiți niciodată o tijă mai groasă decât grosimea metalului. Electrozii mai mici au performanțe mai bune la amperaj mai mic și vor ajuta la prevenirea arderii. Grind electrodul într-un punct fin pentru a rula un arc strâns.

electrod de tungsten ascuțit
bare de susținere
pentru a ajuta la disiparea căldurii mai repede, puteți fixa o bară de susținere pe metalul de lucru. Această bară de susținere metalică va fi de obicei realizată din cupru sau aluminiu și va atrage căldura din metalul de lucru pentru a ajuta la prevenirea deformării sau arderii. Cuprul se topește la o temperatură mult mai mare decât oțelul, astfel încât sudura nu se va lipi de cupru și o puteți desface pur și simplu după ce ați terminat sudarea. Asigurați-vă că bara de susținere este strânsă împotriva metalului de lucru și are contact maxim pentru a asigura transferul de căldură.
gaz de protecție
utilizați un gaz de protecție pe bază de argon ridicat, cum ar fi 75% argon/25% CO2. Acest lucru este de preferat CO2 pur, deoarece argonul oferă mai puțină căldură. Dacă sudați TIG sau sudați aluminiu MIG, va trebui să utilizați gaz de protecție 100% argon.
și în cele din urmă cel mai bun lucru de făcut este să continui să exersezi. Aceasta poate dura un timp pentru a obține atarna de sudare foaie subțire fără distorsiuni, dar urmați aceste sfaturi și să se joace în jurul și veți fi în curând obtinerea de rezultate foarte bune.