In questo post, imparerai cos’è vernier height gauge è il minimo conteggio, diagrammi, nomenclatura e parti, errori e usi del vernier height gauge.
Calibro di altezza Vernier e le sue parti
Il calibro di altezza Vernier ha un calibro a corsoio, dotato di uno speciale blocco di base, mascella di misura, e altri accessori che rendono lo strumento adatto per le misure di altezza.
Oltre all’assemblaggio della mascella scorrevole, è prevista la fornitura di un morsetto rimovibile. Le superfici superiore e inferiore delle ganasce di misura sono parallele alla base in modo che possa essere utilizzato per le misure sopra o sotto una superficie.
Viene utilizzato principalmente nell’ispezione di parti e lavori di layout, con un attacco di incisione al posto della mascella di misurazione, questo può essere utilizzato per scrivere linee come la certa distanza sopra la superficie.
L’indicazione del quadrante può anche essere fissata nel morsetto per effettuare misurazioni utili. Per tutte le misure di cui sopra, l’uso della piastra di superficie è molto essenziale.
Leggere anche:
- Vernier Caliper: Parti, Tipi, Principio di funzionamento, Almeno Count
- Micrometro Calibro Vite e Tipi
Specifica, la Nomenclatura e Descrizione delle Parti
specificare il calibro dell’altezza di tre fattori sono importanti e sono:
- Chiara specificazione del campo di misura.
- Tipi di scale desiderate.
- Eventuali requisiti specifici relativi al tipo di vernier desiderato.
In generale, tutte le parti dei calibri di altezza sono realizzate in acciaio di buona qualità o acciaio inossidabile. Durante la fabbricazione.
- Gli sbozzati per tutti i misuratori di altezza sono opportunamente trattati termicamente in modo da rimuovere eventuali sollecitazioni derivanti da eventuali lavorazioni a freddo.
- La parte inferiore della base, le facce della mascella di misura e dello scriber sono indurite a circa 700 HV o 58 RHC per acciaio di buona qualità e fino a 650 HV o 56 RHC per acciaio inossidabile.

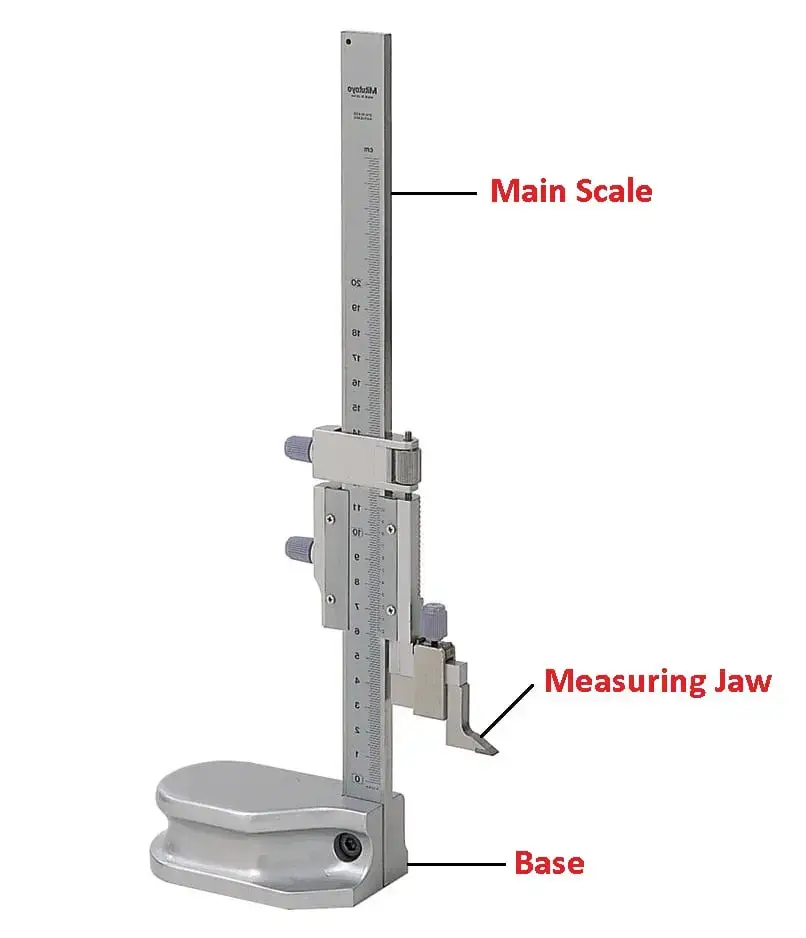
Le varie parti e la nomenclatura di altezza sono mostrati nella figura qui sotto:


Almeno Conte di Altezza:
Il conteggio minimo è la differenza tra una lettura più piccola della scala principale e una lettura più piccola della scala a nonio.
Un comune e semplice meccanica di vernier altezza ha almeno un conteggio di 2 0,02 mm.
Parti di Vernier Altezza:
di Seguito sono le parti principali di vernier altezza:
- Base
- Fascio
- Misurazione della mascella e Scriber
- Laurea
- dispositivo di Scorrimento
Base
La base è fatta di alta proporzioni per garantire la massima rigidità e stabilità dell’indicatore. La parte inferiore della base è sollevata lasciando una superficie intorno al bordo esterno di almeno 7mm di larghezza e un traferro è fornito attraverso la superficie per collegare la parte ricevuta con l’esterno. Viene lambito con una precisione di 0,005 mm misurata sull’arco totale della superficie considerata.
Fascio
Per garantire la rigidità durante l’uso, viene scelta la sezione trasversale. La rigidità deve essere tale che una forza verso l’alto di 1 kg applicata alla punta dello scriber quando la mascella di misura è nella sua posizione più alta in modo tale che non vi è alcun cambiamento nel parallelismo della mascella con la base di più di 0.005 mm / 10mm di proiezione della superficie di lavoro dello scriber.
Il bordo guida deve essere perfettamente piatto entro le tolleranze di 0,02, 0,04, 0,06, 0,08 mm per misurare rispettivamente un intervallo di 250, 500, 750, 1000 mm.
Le facce devono anche essere piatte entro le tolleranze di 0,04, 0,06, 0,10, 0.12mm per altezze vernier di 250, 500, 700, 1000mm rispettivamente. Queste facce devono essere quadrate alla base entro 0,04 mm / 100 mm.
Mascella di misura e Scriber
La proiezione della mascella di misura dal bordo del raggio deve essere almeno uguale alla proiezione della base dal raggio.
Per qualsiasi posizione del cursore, le superfici di misurazione superiore e inferiore della mascella di misurazione devono essere piatte e parallele alla base entro 0,008 mm.
La proiezione di uno scriber oltre la mascella deve essere di almeno 25 mm. Gli indicatori di altezza possono avere uno scriber offset e la scala sulla trave in modo tale che quando lo scriber è complanare con la base, il nonio è in posizione zero.
Graduazioni
Tutte le graduazioni sulla scala e sul nonio devono essere chiaramente incise e lo spessore della graduazione sia sulla scala che sul nonio deve essere identico e deve essere compreso tra 0,05 mm e 0,1 mm.
La distanza perpendicolare tra le graduazioni sulla scala e le graduazioni sul nonio deve avere una finitura opaca e le linee di graduazione annerite. Viene fornita anche una lente di ingrandimento per facilitare le letture.
Slider
Dovrebbe avere una buona vestibilità scorrevole lungo l’intera lunghezza di lavoro del bema. Un montaggio adeguato è incluso per dare una regolazione precisa del cursore e morsetto adatto montato in modo che il cursore può essere efficacemente bloccato alla trave dopo la regolazione finale è stata fatta.
Precauzioni nell’uso dell’indicatore di altezza
Le seguenti sono le precauzioni più importanti da prendere senza fallo:
- Ogni volta che il calibro di altezza nonio non viene utilizzato, dovrebbe essere tenuto nei loro casi.
- Nei misuratori di altezza lunghi, per evitare il riscaldamento dal calore delle mani, prestare attenzione.
- La molla della ganascia di misurazione deve essere sempre evitata.
Vernier Height Gauge Test per la precisione
Per testare la precisione del vernier height gauge, le seguenti condizioni devono essere adottate:
- La temperatura di riferimento standard di 20°C deve essere mantenuta nel locale, ovunque sia in corso la prova.
- Appoggiando il calibro di altezza sulla piastra di superficie di precisione vengono eseguite varie prove.
- Ad una distanza di 25 mm dall’estremità della mascella, vengono effettuate le misurazioni di prova.
- I calibri standard sono usati per scopo di prova.
- Gli errori in qualsiasi porzione all’interno del campo di misura di altezza calibro non deve superare ±0.02 mm per 250mm altezza calibro, I0.04 mm per sopra 250mm e fino a 750mm, I0.05mm per grandi dimensioni più di 750mm.
I principali test sul calibro di altezza nonio sono la rettilineità, la quadratura, il parallelismo delle facce di lavoro della trave, la misurazione della mascella e dello scriber e la precisione delle letture della scala vengono eseguite con i seguenti metodi.
- La durezza del lavoro facce
- Planarità della base
- Rigidità del fascio
- Planarità e ortogonalità del fascio
- La planarità della superficie di lavoro
- Il parallelismo di misura della mascella e punta per tracciare con la base
- Spessore di laurea
- Precisione
Errori di Vernier Altezza
Il disegno seguente mostra gli errori più comuni di vernier altezza.
- Oscillazione
- Instabilità
- Ingrandimento degli errori di configurazione
- Ingrandimento degli errori dello strumento.

Altezza Vantaggi e Svantaggi
- Il vantaggio principale dell’utilizzo di vernier altezza è: Un set di ganasce possono essere utilizzati per determinare misurazioni interne, mentre un altro set può essere utilizzato per misurare le dimensioni esterne. È il più semplice e veloce da usare ed è anche abbastanza economico.
Svantaggio
- Può essere utilizzato per misurare solo piccoli oggetti. Le letture del calibro di altezza a nonio dipendono fortemente dalla capacità degli operatori e la sua precisione è limitata dalla scala a nonio.
Usi di Vernier Calibro di altezza
Di seguito sono riportati gli usi di vernier calibro di altezza:
- Calibri di altezza Vernier sono utilizzati per determinare o misurare le distanze verticali in metrologia o lavorazione dei metalli.
- I calibri di altezza di vernier sono misurati tipicamente su un piatto di superficie del granito o per misurare le caratteristiche di a parte da un piano del dato.
- Tipicamente per rilevare la funzione misurata viene utilizzato uno scriber, un indicatore di prova, una sonda tattile o una sonda in stile CMM.
- Calibri di altezza sono utilizzati per misurare gli angoli e planarità.
- Viene anche utilizzato per misurare la rettilineità, la quadratura o la perpendicolarità degli oggetti.
Conclusione
Così ora, speriamo di avere chiaro tutti i vostri dubbi circa Vernier Calibro di altezza. Se avete ancora dei dubbi su “Vernier Height Gauge” potete contattarci o chiedere nei commenti.
Abbiamo anche comunità di Facebook per voi ragazzi, se volete, è possibile far parte della nostra comunità, ecco il link al nostro gruppo di Facebook.
Questo è tutto grazie per la lettura. Se ti piace il nostro articolo, per favore condividilo con i tuoi amici. Se avete domande su qualsiasi argomento si può chiedere nella sezione commenti.
Iscriviti alla nostra newsletter per ricevere la notifica dei nostri nuovi messaggi.
Potresti essere interessato a leggere questo articolo:
- Calibro di profondità Vernier: principio di funzionamento, parti, tipi, conteggio minimo & Errori
- 9 diversi tipi di tipi di gauge con lavoro
- Differenza tra unilaterale & Tolleranza bilaterale