Machine Capability Index
Cmk (A Cm) jsou dvě označení, která reprezentují schopnost stroje. Cmk představuje velmi krátkodobý odraz výkonu stroje ve vztahu k mezím tolerance (nebo specifikačním limitům).
vyšší hodnoty pro Cm a Cmk představují lepší výkon stroje.
Cm a Cmk popisuje schopnost stroje pomocí 20-50 po sobě jdoucích měření.
Toto je považováno za velmi krátkodobý index, protože tento proces sběru těchto po sobě jdoucích měření nemůže zahrnovat zastavení, změny obsluhy, změny nástroje, změny stroje, změny prostředí, změny oleje atd.
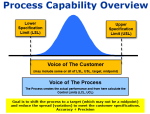
Připomeňme, jak ukazuje rybí kost, existuje šest faktorů, které jsou obecně přijímány a které vytvářejí variace:
1) prostředí
2) Stroj
3) operátor
4) Metoda
5) Materiál
6) měření
pro Cmk A Cm jsou jedinými variačními faktory, které jsou ve hře, měření a stroj. Proto je důvodem, proč název je schopnost stroje a ne schopnost procesu.
a úkolem černého pásu je kvantifikovat variaci měřicího systému a verfiy procházející MSA. To potvrzuje, že variace měřicího systému je minimální jako % z celkové odchylky.
je možné, že schopnost stroje je stejná (nebo stejná) jako schopnost procesu, ale velmi nepravděpodobná. Schopnost stroje je velmi krátká vzorkování a nejlepší hodnota výkonu z Cp, a Pp.
Cp a Pp nikdy nepřesáhnou Cm. Cm bude téměř vždy větší než Cp a Pp.
měření indexu procesních schopností Cpk, Cp, Pp a Ppk bude zahrnovat zastavení a některé nebo všechny z výše uvedených šesti zdrojů variací.
Cm nezohledňuje polohu rozpětí v mezích tolerance. To je místo, kde Cmk přichází do hry.
co znamená hodnota Cm?
hodnota Cm je počet opakování výkonu stroje ve srovnání s šířkou tolerance.
abychom porozuměli Cm, je-li hodnota Cm 2,0, znamená to, že šíření po sobě jdoucích měření se vejde 2x do šířky tolerance. Šířka tolerance je dvě tak velké jako šíření dat. Rozsah tolerance je rozsah mezi dolním specifikačním limitem (LSL) a horním specifikačním limitem (USL).
A Cm od 1.0 znamená, že šířka dat je rovna šířce tolerancí nicméně neuvádí, kde jsou data relativizována k tolerancím jinými slovy, pokud nemusí být vůbec vycentrována a mohla by být umístěna 100% mimo jednu z tolerancí.
takže i když šíření dat není vycentrováno, má stále stejnou šířku. Cm nemá žádný vliv na polohu svých údajů vzhledem k mezím specifikací (tolerancí) nebo cílové hodnotě (připomeňme, že cílové hodnoty nemusí být vždy středem tolerancí).

co znamená „K“ v Cmk
přidání „k“ v Cmk kvantifikuje množství, které je distribuce vystředěna, jinými slovy odpovídá za posun a umístění, pokud jde o toleranci nebo SPECIFIKACE. Dokonale vycentrovaný proces, kde průměr je stejný jako střed, bude mít hodnotu“ k “ 0.
minimální hodnota „k“ je 0 a maximální je 1,0. Dokonale vystředěné šíření dat stroje bude mít Cm = Cmk.
Cmk, Cpk a Ppk vztahují směrodatnou odchylku a centrování procesu kolem středu k přípustným specifikacím tolerance.
odhad pro Cmk = Cm(1-k).
a protože maximální hodnota pro k je 1,0, pak je hodnota pro Cmk vždy rovna nebo menší než Cm.
další informace o těchto dalších indexech schopností
Cp
Cpk
Pp
Ppk
Cpm
hledat aktivní pracovní příležitosti Six Sigma
šablony, tabulky a kalkulačky
nejnovější články




-
Indexy Způsobilosti Procesu
Říjen 18, 21 09:Ve 32.
stanovení indexů způsobilosti procesu, Pp, Ppk, Cp, Cpk, Cpm
-
Six Sigma kalkulačka, statistiky tabulky, a Six Sigma šablony
Září 14, 21 09: 19 AM
Six Sigma kalkulačky, statistické tabulky, a Six Sigma šablony, aby se vaše práce jednodušší jako Six Sigma projektový manažer
-
Six Sigma šablony, statistiky tabulky, a Six Sigma kalkulačky
Aug 16, 21 01: 25 odpoledne
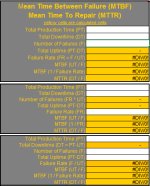
Six Sigma šablony, tabulky a kalkulačky. MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix