23.16.
metrologické lasery jsou nízkoenergetické přístroje. Většina z nich jsou helium-neonové kontinuální vlnové výstupní lasery, které vyzařují viditelné nebo infračervené světlo. He-ne lasery produkují světlo o vlnové délce 6328 A (0,6 pi), které je ve fázi, koherentní a tisíckrát intenzivnější než jakýkoli jiný monochromatický zdroj.
laserové kontrolní systémy umožňují měření součásti tak, jak je vyrobena, a umožňují tak 100% kvalitu. Laserové systémy mají široký dynamický rozsah, nízký optický kříž a vysoký kontrast.
lasery nacházejí uplatnění v rozměrových měřeních a kontrole povrchu kvůli vlastnostem laserového světla (jasný, jednosměrný, kolimovaný paprsek, s vysokým stupněm Časové a prostorové koherence). Jsou užitečné tam, kde je vyžadována přesnost, přesnost, rychlé bezkontaktní měření měkkých, jemných, horkých nebo pohyblivých částí.
různé techniky pro rozměrová měření jsou:
(i) skenovací laserový měřič. Obr. 23.13 znázorňuje schematický diagram skenovacího laserového měřidla. V podstatě využívá elektroniku vysílače, přijímače a procesoru. Tenký pás skenovacího laserového světla je vytvořen tak, aby procházel čočkou lineárního skeneru, aby byl rovnoběžný paprsek. Objekt umístěný v paralelním paprsku vrhá časově závislý stín. Signály ze světla vstupujícího do fotobuňky (přijímače) jsou zpracovávány mikroprocesorem, aby se zobrazil rozměr představovaný časovým rozdílem mezi hranami stínu. Může poskytnout výsledky s přesností + 0,25 um pro objekty o průměru 10-50 mm. Může být použit pro objekty o průměru 0,05 mm až 450 mm a nabízí opakovatelnost 0,1 um.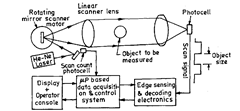
obr. 23.13. Schéma skenovacího laserového měřidla.
(ii) foto diodové pole.
v této metodě je stín stacionární části promítán na polovodičový snímač diodového pole. Systém se skládá z laserového zdroje, zobrazovací optiky, fotodiodového pole a signálového procesoru a zobrazovací jednotky. U velkých částí se používají dvě pole, jedna pro každou hranu. Bylo dosaženo přesnosti až + 0,05 um.
(iii) technika difrakčního vzoru.
používají se k měření malých mezer a dílů s malým průměrem. Při této metodě je paralelní koherentní laserový paprsek rozptýlen malou částí a výsledný vzor je zaostřen čočkou na lineární diodové pole. Protože difrakce není vhodná pro průměry větší než několik milimetrů, je její použití omezeno na malé dráty atd. Přesnost měření je větší u menších dílů. Vzdálenost mezi střídavými světlými a tmavými pásy v difrakčním vzoru je přímou funkcí průměru drátu, vlnové délky laserového paprsku a ohniskové vzdálenosti čočky.
(iv) laserové triangulační senzory.
obr. 23.14 znázorňuje princip laserového trojúhelníkového senzoru. Jemně zaostřená laserová skvrna světla je zaměřena na povrch dílu. Objektiv v senzoru zobrazuje tento jasný bod na digitální polovodičový detektor fotografií citlivý na polohu. Rozsah měření je velmi malý. Vzdálenost od stojanu se vypočte a pečlivě zafixuje. Umístění obrazového bodu přímo souvisí se vzdáleností od snímače k povrchu objektu. Změna odstupové vzdálenosti má za následek boční posun místa podél pole senzorů. Tato technika umožňuje rychlé měření odchylek v důsledku změn povrchu, a tak může provádět automatické
obr. 23.14
výpočty kovových výlisků pro mezery a návaly, průměry otvorů a umístění hran velmi rychle. Je možné měřit tloušťku dílu nebo vnitřní průměr otvorů pomocí dvou senzorů. Přesnost měření a rozsah měření jsou přímo spojeny.
(y) dvoufrekvenční laserový interferometr.
obr. 23.15 znázorňuje schematické uspořádání zahrnující dvoufrekvenční laserovou hlavu, optiku směrování a štípání paprsku, měřicí optiku, přijímače, kompenzátory vlnových délek a elektroniku. Je ideální pro měření lineárního polohování, přímosti ve dvou rovinách, stoupání a zatáčení. Dvoufrekvenční laserová hlava poskytuje jednu frekvenci s polarizací P (měřicí paprsek) a druhou frekvenci s polarizací S (referenční paprsek). Laserový paprsek je promítán na vzdálený interferometr a je rozdělen na rozdělovač polarizačního paprsku na dvě samostatné frekvence. Měření je nasměrováno interferometrem, aby odráželo cílové zrcadlo nebo retroreflektor připojený k měřenému objektu.
obr. 23.15
referenční paprsek se odráží od pevného retroreflektoru. Měřicí paprsek na své zpáteční cestě se rekombinuje s referenčním paprskem a směřuje k elektronickému přijímači. Dopplerovským efektem je do vracejícího se měřicího paprsku indukován frekvenční posun v důsledku pohybu cílového zrcadla. Vzhledem k jejich ortogonální polarizaci, frekvence nezasahují do vytváření třásní, dokud paprsek nedosáhne přijímače, který monitoruje frekvenční posun a poskytuje výstup posunutí.
výhoda této techniky spočívá v nezávislosti systému na intenzitě paprsku a tím poskytuje vysokou citlivost, která je nezávislá na hluku způsobeném turbulencí vzduchu, elektrickým šumem a světelným šumem. Laserová hlava může být namontována kdekoli. Dále díky použití jednoho fotodetektoru na osu měření je citlivost na optické zarovnání menší. Lineární rozlišení této metody je 1 nm, rozlišení přímosti je 40 nm a úhlové rozlišení je 0,03 obloukových sekund.
(vi) laserový skenovací měřidlo.
obr. 23.16 ukazuje laserový skenovací měřidlo používané pro bezkontaktní měření velkých objektů s přesností asi 0,01 mm za použití nízké divergence
laserového paprsku. Rotující zrcadlo v ohnisku první čočky vytváří paprsek rovnoběžný s optickou osou. Čas mezi náběžnou hranou paprsku, který je uhasen objektem, a když se vynoří z druhé strany, je měřítkem průřezu, který je funkcí tečny úhlu podtrženého objektem v ohnisku první čočky. Tato technika je užitečná pro měření kulatosti a průměru tyčí z horké oceli za podmínek vibrací s přesností 0,025 mm na průměry 5-25 mm.
obr. 23.16
(vii) měření širokého průměru od difrakčního vzoru vytvořeného v laserovém paprsku. Obr. 23.17 znázorňuje způsob měření průměru tenkého drátu za použití interference
obr. 23.17
třásně vyplývající z difrakce světla drátem v laserovém paprsku. Detekce nulového zvětšeného pro vyplnění otvoru dektektoru naznačuje, že vodič je mimo jeho rozměrovou toleranci. Systém využívá změny třásní tvořené difrakcí s průměrem drátu, které způsobují změnu výstupu z fotodetektoru a mohou být použity jako součást řídicího systému nebo výstražného indikátoru.
měření průměru lze získat pohybem fotodetektoru, dokud se výstup neobnoví na původní hodnotu. Lze měřit změny průměru drátu o velikosti 0,2% oproti průměru drátu od 0,005 do 0,2 mm. Obr. 23.18 ukazuje metodu měření délky
počítáním okrajů. Výstup laseru, který může být nesouvislý, osvětluje tři štěrbiny najednou v první rovině, které tvoří interferenční třásně. Pohyb interferenčních třásní je určen detektorem na druhé straně krátké délky konvenční moaré mřížky. Celkový počet štěrbin v první rovině se řídí délkou, po které je měření vyžadováno. Rozestup mezi štěrbinami a vzdálenost štěrbiny k rovině roštu závisí na
obr. 23.18
vlnová délka použitého světla. Použitím he-ne laseru při 0,63 um se získá rozteč okrajů 1 um při 1,4 um od štěrbin, pokud se použije oddělení štěrbiny 1 um.
tato metoda je schopna přesných měření na relativně krátké vzdálenosti řádově 100 mm nezávisle na změně indexu lomu a turbulence v dráze vzduchu.