svařování tenkých plechů může být náročné, protože je třeba získat odpovídající fúzi a zároveň zabránit zkreslení a spálení. Klíčovou dovedností je řídit teplo přes plech, aby se zabránilo závadám. Tato příručka vysvětluje některé způsoby, jak pomoci dosáhnout nejlepších výsledků při svařování tenkých plechů.
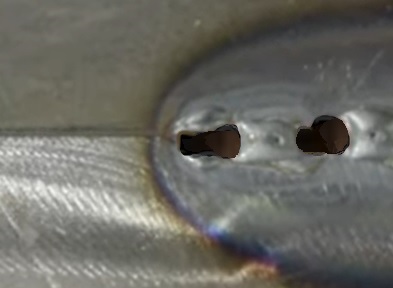
Burnthrough weld
svařovací proces
budete muset zvolit svařovací proces, který vám umožní řídit teplo. Nejlepší procesy jsou MIG a TIG. Je možné nalepit svar na tenký plech, ale je těžší ovládat teplo, je to špinavé a je těžké zvládnout.
některé svařovací stroje také umožňují pulzní MIG nebo TIG. Pulzní svařování je pokročilá varianta MIG a TIG, která vytváří čisté svary a pomáhá předcházet vadám svařování. Je to proces, kdy proud kolísá od nízké k vysoké místo konzistentního toku. To umožňuje hladké zvlnění ve svarové patce, vyšší rychlost pojezdu a snížený příkon tepla. Tento snížený tepelný příkon může pomoci snížit riziko zkreslení.
přeskočit svařovací techniku
při svařování tenkého plechu se nepokoušejte spustit jednu kuličku přímo přes spoj. To způsobí, že se vytvoří příliš mnoho tepla. Místo toho spusťte řadu krátkých svarů na různých místech kovu, které se nakonec spojí. Nechte kov vychladnout na sekundu nebo dvě mezi svary, aby se teplo rozptýlilo.
s hořákem se vždy pohybujte v přímé linii nejvyšší možnou rychlostí, která umožňuje průnik. Nepleťte hořák ani se nepohybujte příliš pomalu, protože to způsobí hromadění tepla. Tlačení hořáku nad tahem také nasměruje zbraň na chladnější okraj svařované louže, aby se zabránilo hromadění přebytečného tepla. Udržujte délku oblouku a napětí co nejnižší. Zesilovače můžete vždy mírně zvýšit, pokud potřebujete větší penetraci.
Tack Svařovací technika

Tack weld
pokud jste svařování na tupo tenkého plechu, existuje velmi tenká hranice mezi dostatečným průnikem a hořícími otvory nebo zkreslením. Použití řady lepivých svarů je dalším běžným způsobem, jak udržet nízké teplo a minimalizovat riziko zkreslení.
budete muset mít dva kusy kovu těsně u sebe, obvykle kolem 1 mm od sebe, aby se zabránilo spálení otvorů. Poté na spoj vytvořte malý lepivý svar a opakujte s řadou lepivých svarů, dokud nezakryjete celý spoj, přičemž svary se mírně překrývají. Nechte kov vychladnout asi půl sekundy mezi svary. Čím déle to necháte, tím menší šanci budete mít na propálení. Svařujte různé sekce najednou, abyste zabránili hromadění tepla.
pokud získáte příliš mnoho kovu, nezemlejte to, dokud nedokončíte, jinak byste mohli brousit příliš mnoho kovu a nakonec spálit.
MIG drát
používejte nejmenší možný průměr drátu a přitom zajistěte dostatečné nanášení. 0.023 by mělo být v pořádku, pokud jste svařování 18 gauge nebo silnější v takovém případě budete muset jít až na 0.030. Menší drát přenáší méně tepla na kov, protože k roztavení vyžaduje méně tepla.
TIG elektroda
použijte malou elektrodu menší než inch palce. Nikdy nepoužívejte tyč, která je silnější než tloušťka kovu. Menší elektrody fungují lépe při nižší intenzitě proudu a pomohou zabránit propálení. Brousit elektrodu do jemného bodu spustit těsný oblouk.

naostřená wolframová elektroda
opěrné tyče
Chcete-li pomoci rychleji odvádět teplo, můžete upnout opěrnou tyč k pracovnímu kovu. Tato kovová opěrná tyč bude obvykle vyrobena z mědi nebo hliníku a bude čerpat teplo z pracovního kovu, aby se zabránilo deformaci nebo spálení. Měď se taví při mnohem vyšší teplotě než ocel, takže se svar nelepí na měď a po dokončení svařování jej můžete jednoduše uvolnit. Ujistěte se, že opěrná tyč je pevně proti pracovnímu kovu a má maximální kontakt, aby se zajistilo přenos tepla.
ochranný plyn
Používejte ochranný plyn s vysokým obsahem argonu, jako je 75% argon/25% CO2. To je výhodnější než čistý CO2, protože argon poskytuje méně tepla. Pokud jste TIG svařování nebo Mig svařování hliníku, budete muset použít 100% argon ochranný plyn.
a konečně nejlepší věc, kterou musíte udělat, je jen cvičit. To může chvíli trvat, než se dostanete na kloub svařování tenkého plechu bez zkreslení, ale postupujte podle těchto tipů a pohrajte si a brzy získáte skvělé výsledky.