materialernes svigt er afgørende for både teknik og økonomi, da den brudte del af en komponent kan hæmme eller forhindre arbejdsprocessen. Derfor udføres en detaljeret undersøgelse normalt for de mislykkede dele. En betydelig del af fejlene stammer fra træthedsmekanismerne. Men hvis processen opretholdes under forhøjede temperaturer, opstår en ny sædvanlig mistænkt. Denne fejlmekanisme kaldes krybningsfejl. En standarddefinition af kryb kan laves som plastisk deformation af materialer under forhøjede temperaturer og statiske belastninger.
Krybningsadfærd er for det meste afgørende for tekniske applikationer, der finder sted i miljøer med høj temperatur. Derfor skal designet af metaldelene udføres ved at overveje krybe modstand. For eksempel lider turbineblade af jetmotorer normalt af kryb, da motorens indre atmosfære fungerer ved 800 til 1300 liter C. Desuden bidrager centrifugalbelastningerne på knivene også til plaststrømmen af materialet. Derfor anvendes yderligere legeringselementer til at sikre en stigning i turbinebladenes krybebestandighed. Andre højtemperatur tekniske applikationer kan eksemplificeres som; atomreaktorer, kedelrør, raketmotorer og dampturbiner.
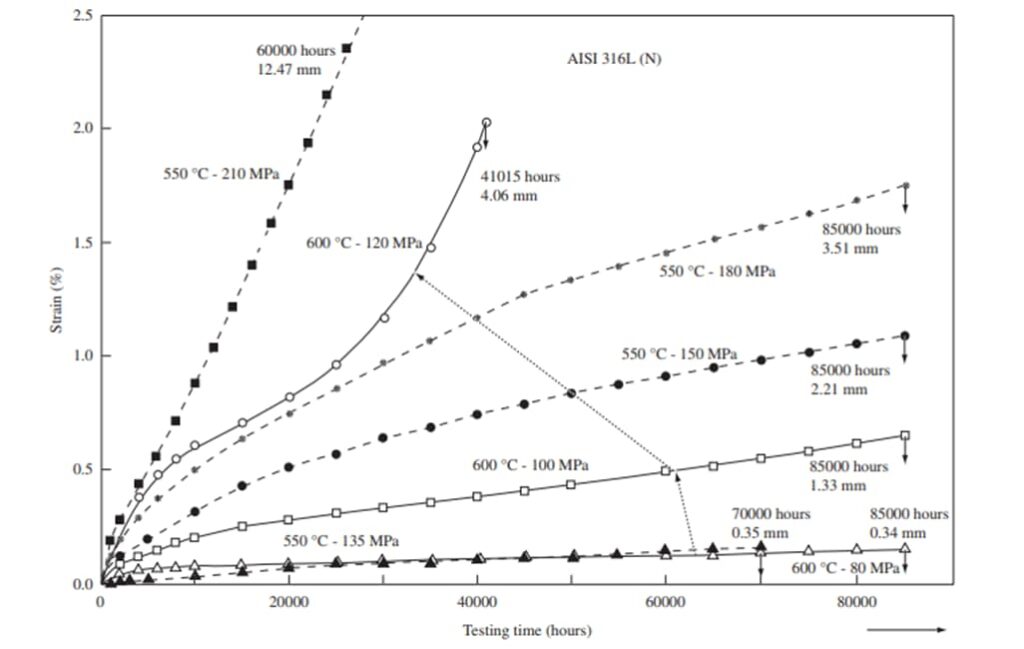
i krystalstrukturerede materialer (metaller og keramik) kan den kritiske krybetemperatur bestemmes som 0,4-0,5 af smeltetemperaturen for beslægtet materiale. Denne kritiske temperatur er afgørende for materialernes designovervejelser. Når der tages hensyn til briller og polymere materialer, afgøres glasovergangstemperaturen som det kritiske punkt, hvor der opstår store mængder krybestamme. Imidlertid kan nogle materialer lide af kryb selv ved stuetemperatur. Disse materialer kan være gummiagtige polymerer eller bløde metaller (f.eks. De kritiske temperaturer for krybfejl er afgørende for valget af de rigtige materialer under designet, hvis ingeniørkomponenterne. For at forbedre materialernes krybe modstand anvendes særlige legeringselementer almindeligvis. På dette tidspunkt anvendes nikkel, krom og kobolt i vid udstrækning som legeringselementerne for at øge ingeniørmaterialernes krybebestandighed. Som tidligere nævnt produceres jetmotorturbineblade via nikkel superlegeringer (CMSH-4, CMSH-10, Inconel osv.) og yderligere legeringselementer (Rhenium, Ruthenium), der bidrager til krybe modstand af turbineblade. Plaststrømmen af materialerne på grund af krybning kan variere for forskellige temperaturer og forskellige trækspændinger. Ændringen i stammen i overensstemmelse med varierende temperaturer kan ses i nedenstående figur. Når modellen undersøges, er det tydeligt, at plaststrømmen af materialerne kan forekomme ved de spændinger, der er lavere end udbyttespændingen for det testede materiale. Ligeledes, træthedsfejl krybningsfejlen kan starte selv ved lavere belastninger end udbyttespændingen. Derfor er materialedesign ekstremt vigtigt for applikationer med høj temperatur. Hvis materialevalget foretages ved kun at overveje stuetemperaturer eller ubetydelige temperaturer (temperaturer, der ikke kunne bidrage til krybningen), kan der opstå katastrofer, da plaststrømmens initiering under metalets udbyttestyrke. Nedenstående figur repræsenterer krybningsadfærden for et 316L Austenitisk rustfrit stål, som meget ofte bruges til svejseapplikationer.
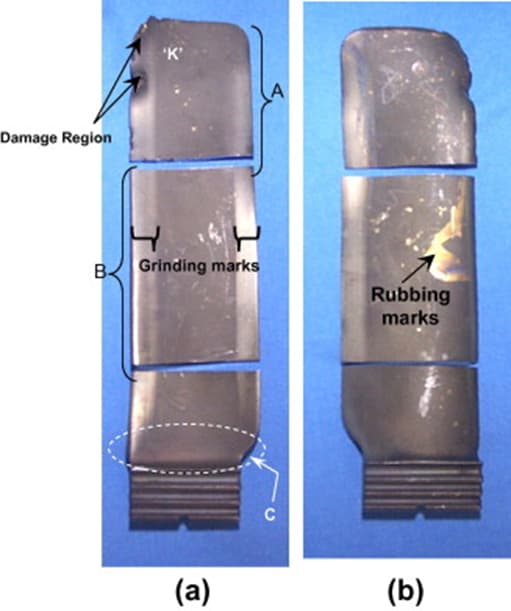
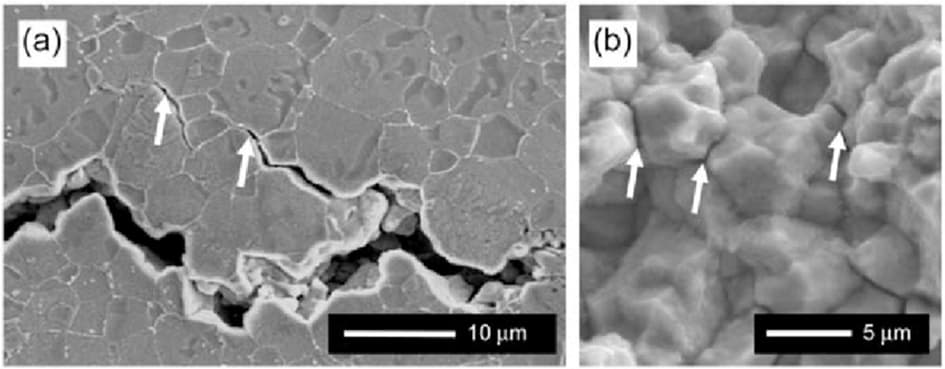
mekanismen for krybe svigt er også afgørende for at forbedre krybe modstand af metaller. Man skal korrekt undersøge den brudte overflade af metallet, der hidtil er mislykket. De fleste af undersøgelserne viser, at der opstår revner på korngrænserne for de mislykkede metaller. Derfor kan brudegenskaberne ved krybningsfejlene defineres som intergranulære i de fleste tilfælde. Desuden kan det høje temperaturmiljø, hvor metaldelen betjenes, forårsage brud på duktil type. Derfor er det klart, at krybningsfejlene er intergranulære duktile frakturer (for de fleste fejl). Da krybningsfejl revner indledes på korngrænserne for det relative metal, fraværet af korngrænser kan blive fordelagtigt til applikationer ved høj temperatur. Derfor fremstilles metaldelene, der er designet til applikationer med høj temperatur, ved at reducere antallet af korn. De fleste af turbinebladene er lavet ved at tilvejebringe enkeltkrystalstrukturer, hvor kun en korngrænse præsenterer. Nedenstående figur viser den intergranulære brud på en metaldel, der lider af kryb.
modstanden mod krybning kan opnås ved at køre særlige krybningstest for de ønskede metaldele. Normalt anvendes trækprøver for at forstå plaststrømmen og materialets belastningshastighed. Forudsigelsen, der evalueres ved trækprøven, kan imidlertid ikke bruges til de materialer, der er planlagt til anvendelse i applikationer med høj temperatur. Den belastningshastighed, der bestemmes ved afslutningen af trækprøven, er korrekt for de applikationer, der finder sted under stuetemperatur. På dette tidspunkt vil metalstammen for påført stress ikke ændre sig inden for tid på grund af miljøets lave temperatur. Ikke desto mindre, hvis der tages højde for forhøjede temperaturer, skal belastningshastigheden beregnes for den nøjagtige driftstemperatur, da krybningen er den primære fejlmekanisme. Her skal en fjerdedel af materialernes smeltetemperatur udføres under trækprøven for at simulere materialets opførsel under forhøjede temperaturer.
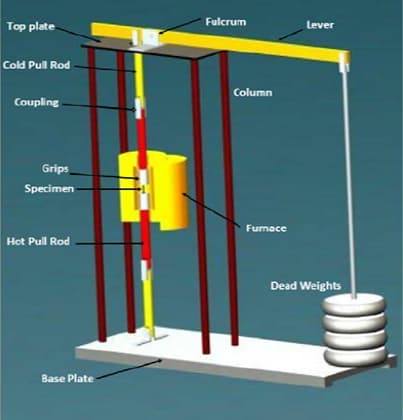
krybetesten af metallerne udføres for at forudse metalets opførsel under høje temperaturforhold. Krybningstesten ligner meget træk-eller kompressionstestene; imidlertid opretholdes høje temperaturforhold, mens krybningstesten udføres. Krybningstesten foretages ved hjælp af en trækprøveprøve. Startbelastningen bestemmes inden starten af testen. Således påføres konstant spænding på metaltrækmodellen for at simulere krybningsbetingelserne. Belastningerne kan være enkle vægte, eller en trækprøvemaskine kan opretholde spændinger på prøven. Derudover placeres en simpel ovn på tværs af prøven for at skabe de ønskede forhøjede temperaturer. Et termoelement placeres i testprøven for at styre metalets varme. Når den ønskede temperatur er opnået, påføres træk-eller trykspændinger på prøveemnet. Ved afslutningen af testen er prøveens belastningshastighed afbildet på en graf. Resultaterne af belastningshastigheden i henhold til den forløbne tid er navngivet som krybekurve, hvor overvejelser gøres ved at bruge den. Opførslen af prøven under forhøjet temperatur kan ses i denne krybningskurve—nedenstående skematiske viser en typisk krybningskurve med tre forskellige regioner.
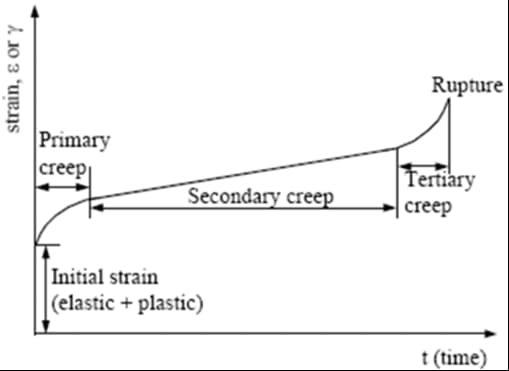
regionerne på krybekurven er forskellige områder, hvor krybningshastigheden er forskellig for hvert område. Derivatet af stammehastigheden mod tiden kaldes stammehastigheden. Prøveemnets brudte tid afhænger generelt af mængden af temperatur og mængden af påført stress. Den indledende deformation, der opstår inden påbegyndelsen af testen, kan være elastisk eller plastisk eller begge dele. Selv den indledende plastiske deformation finder imidlertid sted inden testens start, kan belastningshastigheden i den indledende deformation ikke angives som krybdeformation. Krybningstesten finder normalt sted ved at anvende spændinger, der er lavere end flydestyrken for det relaterede materiale. Regionerne på krybekurven kan navngives som primært (forbigående) krybeområde, sekundært (steady-state) krybeområde og tertiært krybeområde. Stammen af materialet initierer i det primære krybeområde (bortset fra den indledende deformation, der opstår på grund af belastningerne uden opvarmning). Metalets belastningshastighed når sin minimumsværdi i steady-state-krybningsområdet, hvor metalets belastningshastighed også er konstant. Før metalets endelige brud fremkommer små hulrum i materialets struktur. Disse små hulrum vokser og samles, så der opstår revner. Disse revner fører til den endelige fejl i metallet. Betydningen af disse små hulrum handler faktisk om deres fremkomsttid. Når det tertiære kryb starter, opstår disse små hulrum. Disse små hulrum er karakteristiske mønstre til fejlanalyse. Når mikrostrukturen af brudfladen af et metal observeres, kan disse små hulrum ses. Observationen af de små hulrum indikerer, at halvdelen af materialets servicetid er afsluttet.
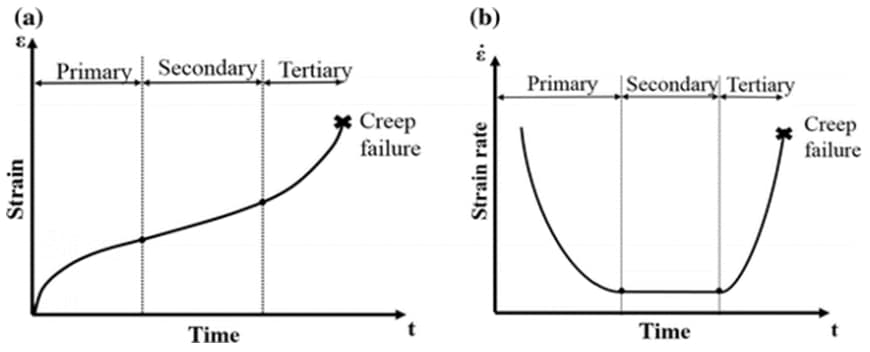
derfor forbruger metaldelen halvdelen af levetiden mellem steady-state-krybeområdet og tertiært krybeområde. Imidlertid er metalets resterende levetid i det tertiære krybeområde ikke lig med halvdelen af materialets samlede levetid. Materialets krybningshastighed øges i det tertiære krybeområde, så krybningens fremskridt i det tertiære område øges også i det tredje område. Derfor forbruges resten af materialets servicetid hurtigere end forbruget i steady-state krybningsområdet. Krybfrekvensperioden kan ses i nedenstående figur. De fleste af designovervejelserne bruger steady-state krybningshastighed for det materiale, der vil blive brugt i applikationer med høj temperatur. Da krybningshastigheden er afledt af stammen mod tiden, udfører det sekundære krybeområde minimum og konstant krybningshastighed ved nedenstående krybningshastighed (belastningshastighed) vs. tidsgraf.
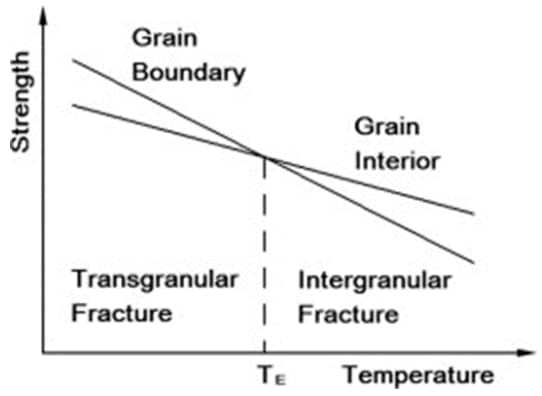
det blev nævnt, at den intergranulære brudmekanisme er almindelig for krybningsfejlene. Årsagen til den intergranulære frakturkarakteristik kan forklares ved at undersøge styrkeværdierne for indre korn og korngrænser ved forskellige temperaturer. Trækstyrken af korngrænserne er højere end det indre af korn til lave temperaturer; imidlertid er trækstyrken af det indre af korn højere end korngrænserne for forhøjede temperaturer. Derfor har højtemperaturfejl tendens til at forekomme ved korngrænser (intergranulær). Da krybningen finder sted ved forhøjede temperaturer (for de fleste metaller), observeres de intergranulære egenskaber ved krybfrakturerne almindeligvis. Nedenstående skematisk viser variationen af trækspænding med varierende temperaturer. Skæringspunktet mellem de intergranulære og transgranulære linjer kaldes ‘ækvivalent temperatur’, hvor styrken af både korngrænser og indre korn er lig med hinanden.
standarderne for krybningstest er afgørende for at levere pålidelige testdata. De forskellige standarder for krybningstest kan ses i nedenstående tabel.
tabel 1. Flere standarder for krybning
| BS 3500 | metoder til krybe-og Brudprøvning af metaller. |
| BS EN 10291 | metalliske materialer – Enaksial Krybningstest i spænding. |
| BS EN ISO 899 | plast – bestemmelse af Krybeadfærd. |
| ASTM E139 | gennemførelse af krybe -, krybe-og Spændingsbrudstest af metalliske materialer. |
| BS EN 1225 | bestemmelse af Krybefaktor for glas * forstærket termohærdende plast * våde forhold. |
| BS EN 761 | bestemmelse af Krybefaktor for glas * forstærket termohærdende plast * tørre forhold. |
- Hosford, M., 2011. Materialevidenskab. København: Cambridge University Press.
- effekt af mikrostruktur og krystallografisk tekstur på mekaniske egenskaber af modificeret 9CR-1MO stål – videnskabelig figur på ResearchGate. Tilgængelig fra: https://www.researchgate.net/figure/A-typical-creep-curve-indicates-three-different-regions-the-primary-secondary-and-the_fig15_325678541
- Twi-global.com.2020. Creep Og Creep Test. Tilgængelig på: < https://www.twi-global.com/technical-knowledge/job-knowledge/creep-and-creep-testing-081>.
- dyvling, N., Kampe, S. og Kral, M., n.D. mekanisk opførsel af materialer. S. 802, 809.
- Shop.bsigroup.com.2020. Tekniske standarder, krav til Teknik, BSI. Tilgængelig på: < https://shop.bsigroup.com/en/Browse-by-Sector/Engineering/?t=r>.
- Gaffard, V., Besson, J., & Gourgues-Lorenson, A. F. (2005). Krybe fiasko model af en hærdet martensitisk rustfrit stål integrere flere deformation og skader mekanismer. International Journal of Fracture, 133 (2), 139-166. doi: 10.1007 / s10704-005-2528-8
- Sasikala, G., Mathe, M. D., Bhanu Sankara Rao, K., & Mannan, S. L. (1999). Krybe deformation og brud adfærd af en nitrogenbærende type 316 rustfrit stål svejsemetal. Tidsskrift for nukleare materialer, 273 (3), 257-264. doi: 10.1016 / s0022-3115(99)00057-4