23.16.
Metrologilasere er instrumenter med lav effekt. De fleste er helium-neon kontinuerlig bølge output lasere, der udsender synligt eller infrarødt lys. He-Ne-lasere producerer lys ved en bølgelængde på 6328 a (0,6 pi), der er i fase, sammenhængende og tusind gange mere intens end nogen anden monokromatisk kilde.
Laserinspektionssystemer muliggør måling af en del, som den produceres, hvilket tillader 100% kvalitet. Lasersystemer har bredt dynamisk område, lav optisk cross talk og høj kontrast.
lasere Finder applikationer i dimensionelle målinger og overfladeinspektion på grund af laserlysets egenskaber (lys, ensrettet, kollimeret stråle med en høj grad af tidsmæssig og rumlig sammenhæng). Disse er nyttige, hvor præcision, nøjagtighed, hurtig kontaktfri måling af bløde, sarte, varme eller bevægelige dele kræves.
forskellige teknikker til dimensionelle målinger er :
(i) Scanning Laser Gauge. Fig. 23.13 viser et skematisk diagram over en scanningslasermåler. Det dybest set udnytter en sender, modtager og processor elektronik. Et tyndt bånd af scanning laserlys er lavet til at passere gennem en lineær scannerlinse for at gøre den parallel stråle. Objektet placeret i en parallel stråle, kaster en tidsafhængig skygge. Signaler fra lyset, der kommer ind i fotocellen (modtager), behandles af en mikroprocessor for at give visning af dimensionen repræsenteret af tidsforskellen mellem skyggekanterne. Det kan give resultater med en nøjagtighed på + 0,25 um for objekter med en diameter på 10-50 mm. Det kan bruges til objekter 0,05 mm til 450 mm diameter og tilbyder repeterbarhed på 0,1 um.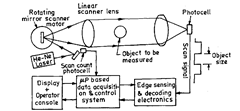
Fig. 23.13. Skematisk af scanning laser gauge.
(ii) foto Diode Array Imaging.
i denne metode projiceres skygge af Stationær del på en solid-state diode array billedsensor. Systemet består af laserkilde, billedoptik, fotodiode array og signalprocessor og displayenhed. For store dele anvendes to arrays, en for hver kant. Nøjagtigheder så høje som + 0,05 um er opnået.
(iii) Diffraktionsmønsterteknik.
disse bruges til at måle små huller og dele med lille diameter. I denne metode diffrakteres en parallel sammenhængende laserstråle af en lille del, og det resulterende mønster fokuseres af en linse på et lineært diodearray. Da diffraktion ikke er egnet til diametre større end nogle få millimeter, er brugen begrænset til små ledninger mv. Målenøjagtigheden er mere for mindre dele. Afstanden mellem de skiftende lys og mørke bånd i diffraktionsmønsteret er en direkte funktion af tråddiameteren, laserstrålens bølgelængde og linsens brændvidde.
(iv) Laser triangulering sensorer.
Fig. 23.14 viser princippet om laser trekantet sensor. En fint fokuseret laserplet af lys er rettet mod deloverfladen. En linse i sensoren viser dette lyspunkt på en digital solid-state, positionsfølsom fotodetektor. Måleområdet er meget lille. Afstandsafstanden beregnes og fastgøres omhyggeligt. Placeringen af billedstedet er direkte relateret til afstanden fra sensoren til objektoverfladen. En ændring i afstandsafstanden resulterer i en lateral forskydning af stedet langs sensorarrayet. Denne teknik giver hurtig måling af afvigelser på grund af ændringer i overfladen og kan således udføre automatisk
Fig. 23.14
beregninger på shell metal udstansning for hul og flushness, huldiametre, og kant steder meget hurtigt. Det er muligt at måle deltykkelse eller den indvendige diameter af boringer ved hjælp af to sensorer. Nøjagtigheden af måling og måleområde er direkte relateret.
(y) Tofrekvent Laserinterferometer.
Fig. 23.15 viser skematisk arrangement bestående af to-frekvens laser hoved, stråle lede og opdeling optik, måleoptik, modtagere, bølgelængde kompensatorer, og elektronik. Den er ideel til måling af lineær positionering, rethed i to plan, tonehøjde og gab. To-frekvens laserhovedet giver en frekvens med en p-polarisering (målestråle) og en anden frekvens med en s-polarisering (referencestråle). Laserstrålen projiceres til et fjerninterferometer og opdeles ved polariseringsstråledeleren i dens to separate frekvenser. Målingjieam ledes gennem interferometeret for at reflektere et målspejl eller retroreflektor fastgjort til objektet, der skal måles.
Fig. 23.15
referencestrålen reflekteres fra fast retroreflektor. Målestrålen på dens returvej rekombineres med referencestrålen og er rettet mod den elektroniske modtager. Et frekvensskift induceres i den tilbagevendende målestråle ved Doppler-effekt på grund af bevægelse af målspejlet. På grund af deres ortogonale polarisering interfererer frekvenserne ikke med at danne frynser, før strålen når modtageren, der overvåger frekvensskiftet og giver output fra forskydningen.
fordelen ved denne teknik ligger i systemets uafhængighed på stråleintensiteten og giver således høj følsomhed, idet den er uafhængig af støj på grund af luftturbulens, elektrisk støj og let støj. Laser hoved Kan monteres hvor som helst. Yderligere på grund af brug af enkelt fotodetektor pr.måleakse er følsomheden over for optisk justering mindre. Den lineære opløsning af denne metode er 1 nm, rettighedsopløsning er 40 nm og vinkelopløsning er 0,03 bue sekunder.
(vi) Laser Scanning Gauge.
Fig. 23.16 viser en laserscanningsmåler, der anvendes til berøringsfri måling af store genstande med en nøjagtighed på ca.0,01 mm ved hjælp af en laserstråles lave divergens
. Et roterende spejl i fokus for den første linse producerer en stråle parallelt med den optiske akse. Tiden mellem forkanten af strålen, der slukkes af objektet, og når den kommer ud fra den anden side, er et mål for tværsnittet, som er en funktion af tangenten af den vinkel, der er subpenderet af objektet ved fokus for den første linse. Denne teknik er nyttig til at måle rundheden og diameteren af varme stålstænger under vibrationsbetingelser med en nøjagtighed på 0,025 mm over diametre på 5-25 mm.
Fig. 23.16
(vii) måling af bred Diameter fra diffraktionsmønsteret dannet i en laserstråle. Fig. 23.17 viser en metode til måling af diameteren af tynd tråd ved hjælp af interferensen
Fig. 23.17
frynser som følge af diffraktion af lyset af ledningen i laserstrålen. Påvisningen af en null forstørret for at fylde dectektorens blænde indikerer, at ledningen er uden for dens dimensionstolerance. Systemet bruger ændringer i frynser dannet ved diffraktion med tråddiameter, der forårsager en variation i output fra fotodetektoren og kan bruges som en del af et kontrolsystem eller advarselsindikator.
et mål for diameteren kan opnås ved at flytte fotodetektoren, indtil udgangen genoprettes til sin oprindelige værdi. Ændringer i tråddiameter så små som 0,2% over tråddiametre fra 0,005 til 0,2 mm kan måles. Fig. 23.18 viser metoden til længdemåling
ved frynsetælling. Laserudgangen, som kan være usammenhængende, belyser tre slidser ad gangen i det første plan, der danner interferensfrynser. Bevægelsen af interferenskanterne bestemmes af en detektor på den anden side af en kort længde af konventionelt Moire-gitter. Det samlede antal slidser i det første plan styres af den længde, over hvilken måling er påkrævet. Afstanden mellem slidserne og afstanden af slidsen til gitterets plan afhænger af
Fig. 23.18
bølgelængde af det anvendte lys. Ved hjælp af HE-Ne-laser ved 0,63 um opnås en frynsafstand på 1 um ved 1,4 um fra slidserne, hvis der anvendes en spalteseparation på 1 um.
denne metode er i stand til nøjagtige målinger over relatviely korte afstande i størrelsesordenen 100 mm uafhængig af variation af brydningsindeks og turbulens i luftvej.