ANMERKUNG der REDAKTION: Diese Geschichte wurde ursprünglich auf The Advanced Tool Inc. veröffentlicht. Website, unter dem Titel „End Mill Runout.“
Was ist Run-out?
Run out sind Unterschiede oder Variationen im Durchmesser eines Schneidwerkzeugs an bestimmten Punkten entlang der Außenkante, während sich das Werkzeug dreht.
Wenn sich ein Schaftfräser in Rotation befindet, ist es wichtig, dass jeder Zahn genau an der gleichen Stelle entlang des Werkstücks auftrifft. Wenn ein Zahn das Werkstück mehr als die anderen trifft, dann macht dieser Zahn den Großteil der Arbeit. Dies führt dazu, dass sich der Schaftfräser schneller abnutzt und zusammenbricht.

Rundlauf
Das Bild zeigt einen 5FL Schaftfräser ohne Rundlauf. Sie können visuell sehen, dass jeder Zahn den äußeren Kreis an derselben Stelle entlang der Kante berührt.
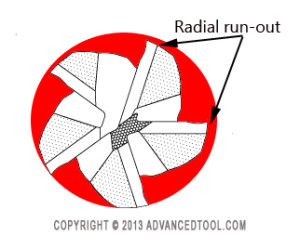
Oben zeigt dieses Bild einen Schaftfräser mit Rundlauf. Sie können sehen, dass nur einige der Zähne den äußeren Rand des Kreises berühren. Dieser Schaftfräser würde in der Produktion nicht richtig funktionieren. Die beiden Zähne mit den Pfeilen würden während der Produktion kaum arbeiten, wodurch sich die anderen Zähne vorzeitig abnutzen. Dies würde es unmöglich machen, eine optimale Standzeit zu erreichen.
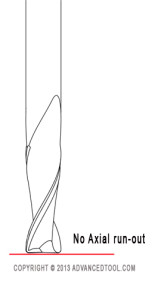
Axialrundlauf
Das Bild oben zeigt einen 2FL-Schaftfräser ohne Axialrundlauf, was bedeutet, dass jeder Endzahn des Schaftfräsers das Werkstück an genau derselben Stelle berührt.
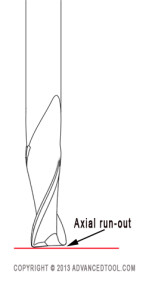
Dieses nächste Bild ist ein 2FL-Schaftfräser mit axialem Rundlauf, was bedeutet, dass ein Endzahn das Werkstück mehr berührt als der andere. Dies wiederum würde dazu führen, dass der eine Zahn härter arbeitet als der andere, wodurch sich dieser Schaftfräser schneller abnutzt.
Ursachen für Schaftfräser-Rundlauf?
Der größte Schuldige am Schaftfräser-Rundlauf ist die Massenproduktion und das Versäumnis, während des Herstellungsprozesses auf Details zu achten. Es ist wichtig, dass der Hartmetallrohling während der Herstellung perfekt konzentrisch gehalten wird, da Sie sonst den Rundlauf direkt in den Schaftfräser selbst schleifen.
Spindel ausschließen & Auslauf des Halters zuerst
Während ein Auslauf des Schaftfräsers auftritt, insbesondere bei Marken mit niedrigerem Ende. Es ist üblicher, einen Rundlauf innerhalb der Spindel oder des Halters der Werkzeugmaschine zu finden. Es ist am besten, diese zuerst auszuschließen.
Die Kontrolle des Rundlaufs beim Fräsen ist entscheidend, um die Werkzeugstandzeit zu maximieren und die Kosten pro Teil zu senken.