23.16.
metrologische lasers zijn instrumenten met een laag vermogen. De meeste zijn helium-neon continue-golf output lasers die zichtbaar of infrarood licht uitzenden. He-Ne lasers produceren licht bij een golflengte van 6328 A (0,6 pi) dat in fase, coherent en duizend keer intenser is dan enige andere monochromatische bron.
laserinspectiesystemen maken het mogelijk om een onderdeel te meten terwijl het wordt geproduceerd, waardoor 100% kwaliteit mogelijk is. Lasersystemen hebben een breed dynamisch bereik, lage optische cross talk en hoog contrast.
Lasers vinden toepassingen in dimensionale metingen en oppervlakteinspectie vanwege de eigenschappen van laserlicht (heldere, unidirectionele, gecollimeerde bundel, met een hoge mate van temporele en ruimtelijke samenhang). Deze zijn nuttig wanneer precisie, nauwkeurigheid, snelle contactloze meting van zachte, delicate, hete of bewegende delen vereist is.
verschillende technieken voor maatmetingen zijn :
(I) Scanning Laser Gauge. Fig. 23.13 toont een schematisch diagram van een scanlasermeter. Het maakt in principe gebruik van een zender, ontvanger en processor elektronica. Een dunne band van het aftasten laserlicht wordt gemaakt om door een lineaire scannerlens te gaan om het parallelle straal te maken. Het object geplaatst in een parallelle bundel, werpt een tijdafhankelijke schaduw. Signalen van het licht dat de fotocel (ontvanger) binnenkomt, worden door een microprocessor verwerkt om de dimensie weer te geven die wordt weergegeven door het tijdsverschil tussen de schaduwranden. Het kan resultaten leveren met een nauwkeurigheid van + 0,25 um voor objecten met een diameter van 10-50 mm. Het kan worden gebruikt voor objecten 0,05 mm tot 450 mm diameter en biedt herhaalbaarheid van 0,1 um.
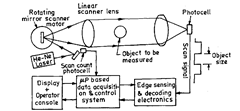
Fig. 23.13. Schema van het scannen laser meter.
(ii) fotodiode Array Imaging.
bij deze methode wordt schaduw van stationaire delen geprojecteerd op een beeldsensor van een solid-state diode array. Het systeem bestaat uit laserbron, beeldvormende optica, fotodiode array, en signaalprocessor en vertoningseenheid. Voor grote delen worden twee arrays, één voor elke rand gebruikt. Nauwkeurigheid tot + 0,05 um is bereikt.
(iii) diffractiepatroon techniek.
deze worden gebruikt voor het meten van kleine openingen en delen met een kleine diameter. In deze methode, wordt een parallelle coherente laserstraal door een klein deel gedifforteerd, en het resulterende patroon wordt geconcentreerd door een lens op een lineaire diodenreeks. Aangezien diffractie niet geschikt is voor diameters groter dan een paar millimeter, is het gebruik beperkt tot kleine draden, enz. De meetnauwkeurigheid is meer voor kleinere onderdelen. De afstand tussen de afwisselende lichte en donkere banden in het diffractiepatroon is een directe functie van de draaddiameter, de golflengte van de laserstraal en de brandpuntsafstand van de lens.
(iv) Laser-Triangulatiesensoren.
Fig. 23.14 toont het principe van laser driehoekige sensor. Een fijn gefocust laserlicht wordt gericht op het deeloppervlak. Een lens in de sensor beelden deze lichtvlek op een digitale solid-state, positiegevoelige foto detector. Het meetbereik is zeer klein. De afstand tussen de stand wordt zorgvuldig berekend en vastgesteld. De locatie van de beeldvlek is direct gerelateerd aan de afstand tussen de sensor en het objectoppervlak. Een verandering in de standoff afstand resulteert in een zijwaartse verschuiving van de plek langs de sensor array. Deze techniek biedt een snelle meting van afwijkingen als gevolg van veranderingen in het oppervlak en kan dus automatisch
Fig. 23.14
berekeningen met betrekking tot het stampen van metalen in de schaal voor spleet-en spleetvorming, gatdiameters en randlocaties zeer snel. Het is mogelijk om deeldikte of de binnendiameter van boringen te meten met behulp van twee sensoren. De nauwkeurigheid van de meting en het meetbereik zijn direct gerelateerd.
(y) laserinterferometer met twee frequentie.
Fig. 23.15 toont schematische opstelling bestaande uit twee-frequentie laserkop, bundel richten en splitsen optiek, meetoptiek, ontvangers, golflengtecompensatoren, en elektronica. Het is bij uitstek geschikt voor het meten van lineaire positionering, rechtheid in twee vlakken, pitch en gieren. De tweefrequente laserkop levert een frequentie met een P-polarisatie (meetstraal) en een andere frequentie met een s-polarisatie (referentiestraal). De laserstraal wordt geprojecteerd op een interferometer op afstand en wordt bij de polariserende bundelsplitter in zijn twee afzonderlijke frequenties gesplitst. De meetlat wordt door de interferometer geleid om een doelspiegel of retroreflector die aan het te meten object is bevestigd, weer te geven.
Fig. 23.15
De referentiebundel wordt gereflecteerd door een vaste retroreflector. De meetbundel op zijn retourpad combineert met de referentiebundel en wordt naar de elektronische ontvanger geleid. Een frequentieverschuiving wordt veroorzaakt in de terugkerende meetbundel door Dopplereffect als gevolg van de beweging van de doelspiegel. Door hun orthogonale polarisatie interfereren de frequenties niet om franjes te vormen totdat de bundel de ontvanger bereikt die de frequentieverschuiving bewaakt en de output van de verplaatsing levert.
het voordeel van deze techniek ligt in de onafhankelijkheid van het systeem op de lichtbundel-intensiteit en biedt dus een hoge gevoeligheid, onafhankelijk van geluid als gevolg van luchtturbulentie, elektrisch geluid en lichtgeluid. Laserkop kan overal worden gemonteerd. Verder door het gebruik van enkele fotodetector per meetas is de gevoeligheid voor optische uitlijning minder. De lineaire resolutie van deze methode is 1 nm, de rechtheidsresolutie is 40 nm en de hoekresolutie is 0,03 boogseconden.
(vi) Laser Scanning Gauge.
Fig. 23.16 toont een laserscanometer die wordt gebruikt voor contactloze metingen van grote objecten met een nauwkeurigheid van ongeveer 0,01 mm, waarbij gebruik wordt gemaakt van een lage divergentie
van een laserstraal. Een roterende spiegel aan de focus van de eerste lens produceert een bundel evenwijdig aan de optische as. De tijd tussen de voorrand van de bundel die door het object wordt gedoofd en wanneer het van de andere kant naar voren komt is een maat van de dwarsdoorsnede die een functie is van de raaklijn van de hoek die door het object aan de brandpunt van de eerste lens wordt onderbouwd. Deze techniek is nuttig voor het meten van de rondheid en de diameter van hete stalen staven onder trillingsomstandigheden met een nauwkeurigheid van 0,025 mm over diameters van 5-25 mm.
Fig. 23.16
(vii) meten van de grote Diameter aan de hand van het diffractiepatroon dat in een laserstraal wordt gevormd. Fig. 23.17 toont een methode voor het meten van de diameter van dunne draad met behulp van de interferentie

Fig. 23.17
franjes als gevolg van diffractie van het licht door de draad in de laserstraal. De detectie van een null vergroot om het diafragma van de dectector te vullen geeft aan dat de draad buiten zijn dimensionale tolerantie valt. Het systeem maakt gebruik van de veranderingen in franjes gevormd door diffractie met draaddiameter die een variatie in de output van de fotodetector veroorzaken en kan worden gebruikt als onderdeel van een besturingssysteem of waarschuwingsindicator.
Een maat voor de diameter kan worden verkregen door de fotodetector te verplaatsen totdat de uitgang weer op zijn oorspronkelijke waarde is gebracht. Veranderingen in de draaddiameter van 0,005 tot 0,2 mm kunnen worden gemeten bij een draaddiameter van slechts 0,2%. Fig. 23.18 toont de meetmethode van de lengte
door het tellen van franjes. De laseroutput, die onsamenhangend kan zijn, verlicht drie spleten tegelijk in het eerste vlak die interferentiefranges vormen. De beweging van de interferentie franjes wordt bepaald door een detector aan de andere kant van een korte lengte van conventionele Moire rooster. Het totale aantal spleten in het eerste vlak wordt bepaald door de lengte waarover de meting vereist is. De afstand tussen de spleten en de afstand van de spleet tot het vlak van het rooster is afhankelijk van
Fig. 23.18
golflengte van het gebruikte licht. Met behulp van He-Ne laser op 0,63 um, wordt een randafstand van 1 um verkregen bij 1,4 um uit de spleten als een spleetscheiding van 1 um wordt gebruikt.
Deze methode is geschikt voor nauwkeurige metingen over relatief korte afstanden van de orde van 100 mm, onafhankelijk van variatie van de brekingsindex en turbulentie in de luchtbaan.