het lassen van dunne plaat kan een uitdaging zijn omdat u een adequate fusie moet verkrijgen en vervorming en doorbranding moet voorkomen. De belangrijkste vaardigheid is om de warmte over het plaatwerk te controleren om defecten te voorkomen. In deze handleiding worden enkele manieren uitgelegd om de beste resultaten te behalen bij het lassen van dun plaatwerk.
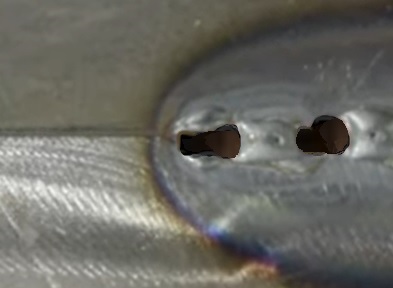
burn through weld
lasproces
u moet een lasproces kiezen waarmee u de warmte kunt regelen. De beste processen hiervoor zijn MIG en TIG. Het is mogelijk om lassen op dunne plaat te plakken, maar het is moeilijker om de hitte te beheersen, het is rommelig en het is moeilijk te beheersen.
sommige lasmachines maken ook gepulseerde MIG of TIG mogelijk. Pulslassen is een geavanceerde variant van MIG en TIG die nette lassen produceert en lasfouten helpt te voorkomen. Het is een proces waarbij de stroom fluctueert van laag naar hoog in plaats van een consistente stroom. Dit zorgt voor een soepele rimpel in de laskraal, een snellere rijsnelheid en een verminderde warmte-invoer. Deze verminderde warmte-input kan helpen verminderen het risico van vervorming.
Slaslastechniek
probeer bij het lassen van dunne plaat geen kraal dwars door de verbinding te lopen. Dit zal leiden tot te veel warmte op te bouwen. In plaats daarvan, lopen een reeks van korte lassen op verschillende punten in het metaal die uiteindelijk samen te voegen. Laat het metaal afkoelen voor een tweede of twee tussen de lassen om te helpen de warmte af te voeren.
verplaats de toorts altijd in een rechte lijn met de snelst mogelijke snelheid die penetratie mogelijk maakt. Weven de fakkel niet of bewegen te langzaam, omdat het zal leiden tot warmte op te bouwen. Het duwen van een zaklamp over het trekken zal ook het pistool richten op de koelere rand van de lasplasser om te helpen voorkomen dat overtollige warmte opbouw. Houd de booglengte en spanning zo laag mogelijk. U kunt de versterkers altijd iets verhogen als u meer penetratie nodig hebt.
Tack-Lastechniek

Tack-lassen
als u dun plaatwerk stomplast, is er een zeer dunne lijn tussen voldoende penetratie en brandgaten of vervorming. Met behulp van een reeks van tack lassen is een andere veel voorkomende manier om een lage warmte te houden en het risico op vervorming te minimaliseren.
u moet de twee stukken metaal dicht tegen elkaar laten botsen, meestal ongeveer 1 mm van elkaar om te voorkomen dat er gaten branden. Maak dan een kleine tack las op de verbinding, en herhaal met een reeks van tack lassen totdat u de hele verbinding hebt bedekt, met de lassen enigszins overlappen. Laat het metaal ongeveer een halve seconde afkoelen tussen de lassen. Hoe langer je het laat, hoe minder kans je hebt om door te branden. Las verschillende secties tegelijk om warmteophoping te voorkomen.
als u te veel metaal opbouw krijgt, vermaal dit dan niet totdat u klaar bent, anders kunt u te veel metaal wegslijpen en uiteindelijk doorbranden.
MIG-draad
gebruik de kleinst mogelijke draaddiameter, maar zorg wel voor adequate depositie. 0.023 moet goed zijn, tenzij je lassen 18 gauge of dikker in welk geval u kan nodig zijn om te gaan tot 0.030. Kleinere draad zal minder warmte overbrengen naar het metaal omdat het minder warmte nodig heeft om te smelten.
TIG-elektrode
gebruikt een kleine elektrode van minder dan ⅛ inch. Gebruik nooit een staaf die dikker is dan de dikte van het metaal. Kleinere elektroden presteren beter bij lagere stroomsterkte en helpen doorbranden te voorkomen. Maal je elektrode tot een fijn punt om een strakke boog te draaien.

geslepen wolfraamelektrode
steunstaven
om de warmte sneller af te voeren kunt u een steunstaaf op het metaal klemmen. Deze metalen steunbalk zal meestal worden gemaakt van koper of aluminium en zal warmte uit het werk metaal te trekken om te voorkomen dat kromtrekken of doorbranden. Koper smelt bij een veel hogere temperatuur dan staal, zodat de las niet aan het koper kleeft en u het gewoon kunt losmaken nadat u klaar bent met lassen. Zorg ervoor dat de steun bar is strak tegen het werk metaal en heeft maximaal contact om ervoor te zorgen warmte wordt overgedragen.
Afschermingsgas
gebruikt een afschermingsgas met een hoog argongehalte, zoals 75% argon/25% CO2. Dit verdient de voorkeur boven zuiver CO2 omdat argon minder warmte geeft. Als u TIG lassen of MIG lassen aluminium moet u 100% argon afscherming gas te gebruiken.
en tot slot is het het beste om te blijven oefenen. Het kan een tijdje duren om de knie van het lassen van dunne plaat zonder vervorming, maar volg deze tips en spelen rond en je zult binnenkort krijgen geweldige resultaten.