Opmerking van de redactie: Dit verhaal is oorspronkelijk gepubliceerd op Advanced Tool Inc. Website, onder de titel “End Mill Runout.”
Wat is overtollig?
opraken zijn verschillen of variaties in de diameter van een snijgereedschap op bepaalde punten langs de buitenrand terwijl het gereedschap draait.
wanneer een eindmolen draait, is het belangrijk dat elke tand op exact dezelfde plaats langs het werkstuk slaat. Als een tand is het raken van het werk stuk meer dan de anderen dan die tand doet het grootste deel van het werk. Hierdoor zal de eindmolen sneller slijten en afbreken.

radiaal uitlopen
de afbeelding toont een 5FL-Eindmolen zonder radiaal uitlopen. Je kunt visueel zien dat elke tand de buitenste cirkel raakt op dezelfde plek langs de rand.
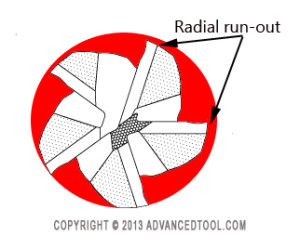
hierboven ziet u een eindmolen met radiale uitloop. Je kunt zien dat slechts enkele tanden de buitenrand van de cirkel raken. Deze eindmolen zou niet goed presteren in de productie. De twee tanden met de pijlen zou nauwelijks werken tijdens de productie, waardoor de andere tanden te vroeg te dragen. Dit zou het onmogelijk maken om een optimale standtijd te bereiken.
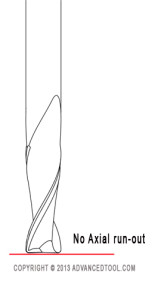
axiale uitloop
de afbeelding hierboven toont een 2FL eindmolen zonder axiale uitloop, wat betekent dat elke tand van de eindmolen het werkstuk op exact dezelfde plaats zou raken.
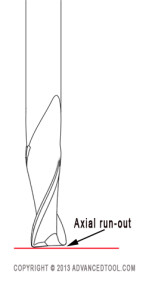
deze volgende foto is een 2FL eindmolen met axiale run-out, wat betekent dat de ene uiteinde tand raakt het werkstuk meer dan de andere. Dit zou er weer voor zorgen dat de ene tand harder werkt dan de andere, waardoor deze eindmolen sneller slijt.
oorzaken van het leeglopen van de walserij?
de grootste boosdoener van het uitlopen van de walserij is de massaproductie en het gebrek aan aandacht voor detail tijdens het fabricageproces. Het is van cruciaal belang dat de carbide blank perfect concentrisch worden gehouden tijdens de productie anders zult u slijpen run-out recht in de eindmolen zelf.
Rule out spindel & Holder run-out eerst
terwijl end mill run-out gebeurt, vooral in lagere merken. Het is meer gebruikelijk om run-out binnen de spindel of de houder van de werktuigmachine te vinden. Het is het beste om die eerst uit te sluiten.
het beheersen van de uitloop bij het frezen is van cruciaal belang om de standtijd van het gereedschap te maximaliseren en de kosten per onderdeel te verlagen.