Wat is het verschil tussen SAW en ERW pipe? Er zijn vele soorten buizen in de koolstof stalen buis. U zult de lasstaalpijp en naadloze staalpijp zien. En in de gelaste stalen buis, vindt u verschillende methoden voor het vormen van processen, zoals ERW, LSAW, SSAW vinden. Laten we eerst eens kijken wat de verschillen zijn tussen SAW pipes en ERW pipe?
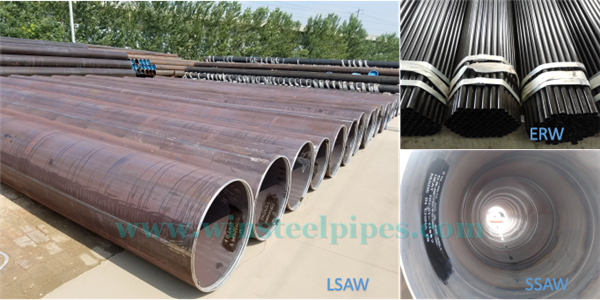
in productieprocessen, kunnen we zien zagen pijpen (LSAW, SSAW) en ERW buizen zijn zeer verschillend. Het zien van het recht van de vorming en lassen methode.
SAW Gelaste Stalen Pijp productieproces:
In een enkele naad zag stalen buis, de bruiloft doen met behulp van de ondergedompelde boog lasproces. Bij deze methode wordt een lasboog ondergedompeld in lasstroom. Een blijft vaste vuldraad gevoed van buiten. De pijp lassen twee kanten, eerst is binnen, en dan lassen van de buitenkant.
ERW gelaste stalen buizen Fabricagemethode:
twee elektroden meestal gemaakt van koper gebruikt om druk en stroom uit te oefenen. De elektroden zijn schijfvormig en draaien als het materiaal tussen hen passeert. Hierdoor blijven de elektroden constant in contact. Waarin met het materiaal om lange continue lassen te maken.
en dus verschillen de prestaties van beide pijpen in de volgende aspecten. U ziet de details in vijf aspecten volgende:
Eerst Een Andere Definitie.
we zien de verschillen tussen SSAW pipe en ERW pipe uit de definitie. SAW pipe betekent ondergedompelde boog gelaste pijp. En uit verschillende lasnaad, zijn er twee zaagpijpen, waaronder LSAW en SSAW. Zoals de naam al doet vermoeden, SSAW heeft een spiraal lasnaad. En LSAW heeft een longitudinale lasnaad. ERW pijp betekent Elektrische Weerstand Gelaste Pijp.
ten tweede, verschillende lasnaad tussen SAW en ERW pijp
de oppervlaktekwaliteit is zeer belangrijk voor buizen. Hoewel zowel zaag en ERW buizen hebben allemaal een lasnaad. Maar voor lasnaad van ERW pijp is vlak.

ERW pijp lasnaad.

lasnaad voor zaagpijpen.

LSAW lasnaad.
en de lasnaad van de ZAAGPIJP is niet vlak.
u zult zien dat de lasnaad van de LSAW pijp en SSAW pijp hoger is dan de stalen plaat. En de tolerantie van lasnaad hoogte gespecificeerd in SPECIFICATIES. Als vergelijk ERW buizen met SAW buizen, ERW buizen oppervlaktekwaliteit is beter. ERW pijpen zijn glad en hebben een betere afwerking. In de meeste van de ZAAGPIJPEN, het gaat over de lasversterking interne en externe.
Ten derde zijn de gebreken in ERW-buizen kleiner dan ZAAGPIJPEN.
we zullen het zien aan de defecten. Omdat er een oplosmiddelafzetting is in pily. Het resulteert in meer defecten afgezien van de defecten in het volume. De defecten in ERW-buizen zijn alleen beperkt tot draad-lijn en rechte lassen. het kan geïnspecteerd.
de defecten kunnen worden opgemerkt. En de ultrasone reflectie op het oppervlak maakt het gemakkelijker te detecteren. Maar voor saw pipe, inspecties zijn niet alleen voor lasnaad, maar ook voor grondstoffen. Omdat de ZAAGPIJPEN allemaal groter zijn dan 219 mm, en meestal een dikke wanddikte hebben.
Forth, Restspanningsratio.
de restspanningsratio in ERW is lager dan de ZAAGPIJPEN.
als ERW buisvervorming meer gebeurt in ERW gevolgd door dimensionering van platte ovalen. Het resulteert in elliptische verticale veranderingen en nekvorming, waardoor de stress kleiner wordt.
de verplaatsing van ERW-buizen was kleiner. Het vergelijkt de axiale en transversale incisies voor vergelijking met SAW pijp gebouwd. Bij gebruik van hetzelfde materiaal en het was ook gemakkelijk te detecteren.
Vijfde, Performance.
hoewel de prestaties van zowel ERW als SAW pipe gelijk zijn. Zodra de buizen een defect hebben, kan het staal schroot en lassen doen op ERW. hoewel het niet hetzelfde is in het geval van zaag, wat zou resulteren in scheuren of corrosie, waardoor de ERW duurzamer.
vanuit deze vijf aspecten zien we verschillen tussen SAW en ERW. Je hebt al enige indruk over SAW pipe en ERW pipe. Hoewel we zijn professionele LSAW pijp fabrikant, we geleerd ERW en zagen pijpen ook.
heeft u nog vragen of adviezen, neem dan gerust contact met ons op.