Maskinkapacitetsindex
Cmk (och Cm) är två beteckningar som representerar maskinkapacitet. Cmk representerar en mycket kortvarig reflektion av maskinens prestanda i förhållande till toleransgränserna (eller specifikationsgränserna).
högre värden för Cm och Cmk representerar bättre maskinprestanda.
Cm och Cmk beskriver maskinkapacitet med 20-50 på varandra följande mätningar.
detta anses vara ett mycket kortsiktigt index eftersom denna process för att samla in dessa på varandra följande mätningar inte kan inkludera stopp, operatörsbyten, verktygsbyten, maskinbyten, miljöförändringar, oljebyten etc.
minns som fiskbenet visar finns det sex faktorer som allmänt accepteras som skapar variation:
1) miljö
2) Maskin
3) operatör
4) Metod
5) Material
6) mätning
för Cmk och Cm är de enda variationsfaktorerna som är på spel mätning och maskin. Därav anledningen till att namnet är maskinkapacitet och inte processförmåga.
och det är det svarta bältets uppgift att kvantifiera mätsystemets variation och verfiy en passande MSA. Detta bekräftar att mätsystemets variation är minimal som en % av den totala variationen.
det är möjligt att maskinens kapacitet är densamma (eller lika) med processförmågan men mycket mycket osannolikt. Maskinen kapacitet är är mycket kort provtagning och bästa prestanda värde ut Cp, och Pp.
Cp och Pp kommer aldrig att överstiga Cm. Cm kommer nästan alltid att vara större än Cp och Pp.
Process capability index-mätningarna av Cpk, Cp, Pp och Ppk kommer att inkludera stopp och några eller alla ovanstående sex variationskällor.
Cm tar inte hänsyn till spridningens position inom toleransgränserna. Det är där Cmk spelar in.
Vad betyder Cm-värdet?
värdet på Cm är antalet gånger spridningen av maskinens prestanda jämfört med toleransens bredd.
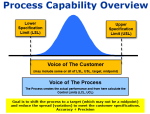
för att förstå Cm, om Cm-värdet är 2,0, betyder det att spridningen av de på varandra följande mätningarna passar 2x i toleransbredden. Toleransbredden är två så stor som dataspridningen. Toleransområdet är intervallet mellan den nedre Specifikationsgränsen (LSL) och den övre Specifikationsgränsen (USL).
en Cm av 1.0 betyder att bredden på data är lika med toleransernas bredd men det indikerar inte var data är relateive till toleranserna med andra ord, om det inte kan centreras alls och det kan ligga 100% utanför en av toleranserna.
så även om spridningen av data inte är centrerad är den fortfarande samma bredd. Cm har ingen betydelse för positionen för dess data i förhållande till specifikationsgränserna (toleranser) eller ett målvärde (kom ihåg att målvärden kanske inte alltid är toleransernas mittpunkt).

Vad betyder ”k” i Cmk
tillägget av ”k” i Cmk kvantifierar mängden av vilken en distribution är centrerad, med andra ord står det för skiftning och plats eftersom det gäller tolerans eller SPECIFIKATIONER. En perfekt centrerad process där medelvärdet är detsamma som mittpunkten kommer att ha ett” k ” – värde på 0.
minimivärdet för ”k” är 0 och det maximala är 1,0. En perfekt centrerad maskindataspridning kommer att ha Cm = Cmk.
Cmk, Cpk och Ppk relaterar standardavvikelsen och centreringen av processen om mittpunkten till de tillåtna toleransspecifikationerna.
en uppskattning för Cmk = Cm(1-k).
och eftersom det maximala värdet för k är 1,0, är värdet för Cmk alltid lika med eller mindre än Cm.
lär dig mer om dessa andra kapacitetsindex
Cp
Cpk
Pp
Ppk
Cpm
Sök aktiva sex Sigma-lediga jobb
mallar, tabeller och räknare
senaste artiklarna




-
Process Kapacitet Index
Oktober 18, 21 09:32 AM
determining processen kapacitet index, Pp, Ppk, Cp, Cpk, Cpm
-
Sex Sigma kalkylator, statistik tabeller och sex Sigma mallar
Sep 14, 21 09: 19 AM
Six Sigma-kalkylatorer, statistiktabeller och Six Sigma-mallar för att göra ditt jobb enklare som Six Sigma-Projektledare
-
Sex Sigma mallar, statistik tabeller, och sex Sigma räknare
Aug 16, 21 01: 25 PM
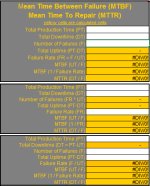
Sex Sigma mallar, tabeller och miniräknare. MTBF, MTTR, A3, EOQ, 5S, 5 WHY, DPMO, FMEA, SIPOC, RTY, DMAIC Contract, OEE, Value Stream Map, Pugh Matrix