dagens ämnen
processplanering kan definieras som en handling för att förbereda, bearbeta dokumentation för tillverkning av en bit, en del av en enhet kallas processplanering. I den här artikeln kommer jag att förklara om processplanering, datorstödd processplanering (CAPP), generativ CAPP, Variant CAPP, hämtning CAPP och alla dess funktioner på ett detaljerat sätt.
för att veta om datorstödd processplanering, måste du veta om processplanering först som nämndes nedan.
steg för processplanering i tillverkning:
- analys av delkrav
- val av rå arbetsstycke
- bestämning av tillverkningsoperationer och deras sekvenser
- val av verktygsmaskiner
- val av verktyg, arbetshållaranordningar och inspektionsutrustning
- bestämning av maskinförhållanden (skärhastighet, matning och skärdjup)
- tillverkningstider (inställningstid, ledtid och bearbetningstid).
två viktiga områden i en produkts livscykel är design och tillverkning. Processplanering fungerar som en integrerad länk mellan design och tillverkning. dvs.
- processplanering i Design
- processplanering i tillverkning
processplanering består av att förbereda en uppsättning instruktioner som beskriver hur man tillverkar en del eller bygger en montering som uppfyller tekniska designspecifikationer.
den resulterande uppsättningen instruktioner kan innehålla något eller alla av följande:
- Operationssekvens
- maskiner
- verktyg
- Material
- toleranser
- skärparametrar
- processer (t.ex. hur man värmebehandlar)
- jiggar
- fixturer
- tidsstandarder
- Inställningsdetaljer
- Inspektionskriterier
- mätare
- grafiska representationer av delen i olika stadier av färdigställande.
processplanering i olika miljöer:
- vid tillverkning av verktygsrumstyp är” gör en del enligt ritning ” tillräcklig
- i en metallbildande typ av operationer är processplaneringskraven inbäddade direkt i munstycket.
- processplanering är ganska trivial
- jobb-shop typ tillverkning kräver mest detaljerad processplanering
- Design av verktyg, jiggar, fixturer och tillverkningssekvens dikteras direkt av processplanen.
krav för Processplanerare:
- måste kunna analysera och förstå delkrav.
- har omfattande kunskaper om verktygsmaskiner, skärverktyg och deras kapacitet.
detta är den detaljerade förklaringen av processplanering. Låt oss nu diskutera datorstödd processplanering.
datorstödd processplanering (CAPP):
det kan definieras som en handling för att förbereda bearbetningsdokumentation för tillverkning av en bit, del eller en montering etc. kallas för processplanering. Om processplanering gjordes med hjälp av en dator kallas det datorstödd processplanering(CAPP).
detta inlägg fokuserar främst på, strukturen för datorstödd processplanering (CAPP) på ett detaljerat sätt.
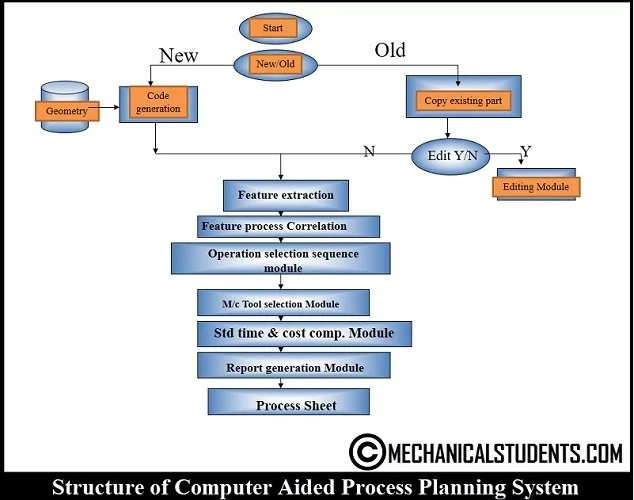
datorstödd processplanering (CAPP) metod:
- det kan systematiskt producera exakta och konsekventa processplaner.
- det kan minska kostnaden och ledtiden för processplanering.
- mindre skickliga processplanerare kan anställas.
- det ökar produktiviteten hos processplanerare.
- tillverkningskostnad, tillverkningstid och arbetsstandarder kan enkelt kopplas till CAPP-systemet.
varför datorstödd processplanering (CAPP)?
- förstå samspelet mellan Del, tillverkning, kvalitet och kostnad.
- systematiskt producera exakta och konsekventa processplaner.
- minska kostnaden och ledtiden för processplanering.
- färdighetskrav för processplanerare reduceras.
- ökad produktivitet hos processplaneraren.
- enkelt gränssnitt med andra applikationsprogram för vidare analys.
detta är den detaljerade förklaringen av datorstödd processplanering. Låt oss nu diskutera delarna av det. De är:
- generativ datorstödd processplanering (G CAPP).
- Variant datorstödd processplanering (Variant CAPP).
- hämtning datorstödd processplanering (hämtning CAPP).
den detaljerade förklaringen av alla dessa processplanering är som följer:
generativ datorstödd processplanering (g CAPP):
ett system som automatiskt syntetiserar en processplan för en ny komponent kallas generativ datorstödd processplanering. Den syntetiserar processinformationen för att skapa en processplan för en ny del automatiskt utan mänsklig intervention. Detta inlägg fokuserar främst på vad som är strukturen och fördelarna med generativ generativ datorstödd processplanering(G CAPP) på ett detaljerat sätt.
egenskaper för generativ datorstödd processplanering (G CAPP):
- inga befintliga standardplaner.
- kan generera processplaner för både nya och befintliga delar.
- processplaner genereras med hjälp av:
- Beslutslogik.
- formler.
- tekniska algoritmer.
- Geometribaserade data.
- Geometribaserad kodningsschema.
- processkunskap i form av beslutslogik och data för att unikt utföra de viktigaste besluten för omvandling bortsett från råvaror till ett färdigt tillstånd.
ett krav på generativ datorstödd processplanering:
Delbeskrivning:
- del som ska produceras måste definieras tydligt och exakt i ett datorkompatibelt format (OPITZ, AUTAP).
tillverkningsdatabaser:
- tillverkningslogiken måste identifieras och fångas.
- den fångade logiken måste införlivas i en enhetlig tillverkningsdatabas.
beslutsfattande logik och algoritmer:
- beslutsträd.
- expertsystem: AI – baserade tillvägagångssätt.
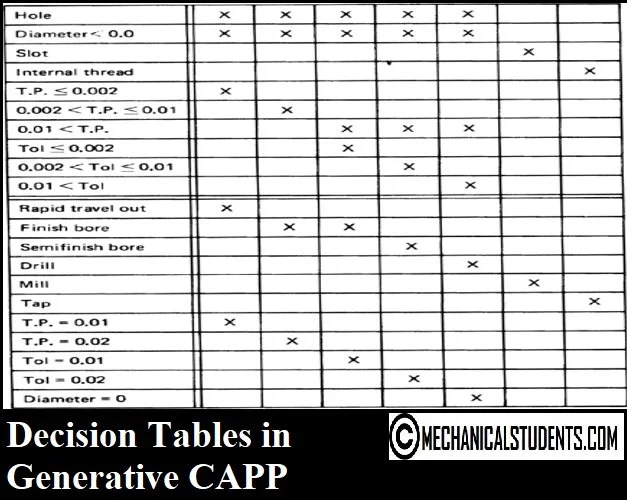
Beslutstabeller i generativ CAPP:
- ett beslutstabellprogram struktureringsverktyg ger läsbar dokumentation som en automatisk produkt.
- en beslutstabell delas in i villkor och åtgärder.
- kan användas med pre-processor för att eliminera vissa program kodning för att ge automatiska kontroller för fullständighet, motsägelse och redundans.
tekniker för generativ datorstödd processplanering (g CAPP)
- identifiera den bearbetbara volymen och bifoga nödvändiga tekniska detaljer som är relevanta för mfg.
- gör en preliminär sortering av fickor i ordning efter nivåer som tydligt anger den troliga sekvensen i den slutliga processplanen.
- Undersök fickan för eventuella möjligheter att kombinera så att bearbetningsoperationerna kan minskas.
- Välj de verktygsmaskiner som kan användas för var och en av de identifierade fickorna.
- identifiera den process sekvens som krävs för bearbetning av fickan baserat på de tekniska kraven.
- för var och en av fickan och den beslutade operationen, välj det skärverktyg som krävs.
- Sortera verksamheten på grundval av verktygsmaskiner och skärverktyg.
- sekvensera verksamheten på grundval av verktygsmaskiner och skärverktyg genom att använda heuristiska regler.
- utvärdera bearbetningstiden och tomgångstiden och välj den slutliga processplanen baserat på lägsta kostnad och bearbetningstid.
- presentera de slutliga resultaten i en lämplig form.
Variant CAPP:
en processplan för en ny del skapas genom att återkalla, identifiera och hämta den befintliga planen för en liknande del och göra nödvändiga ändringar för den nya delen. I den här artikeln kommer jag att diskutera fördelar och begränsningar av VARIANT CAPP (VCAPP) på ett detaljerat sätt.
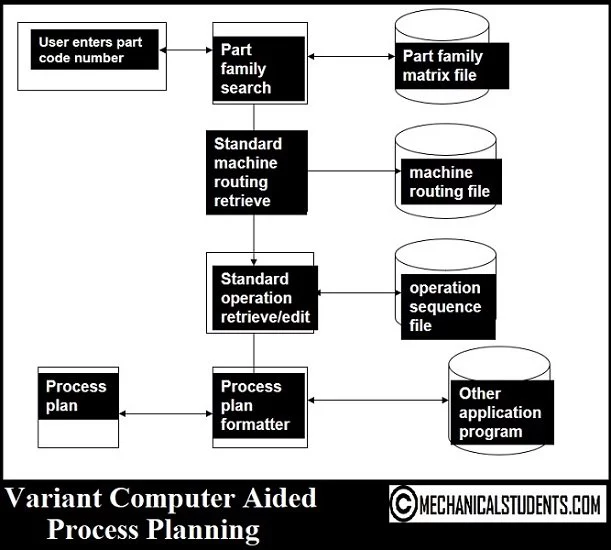
steg som är involverade i VARIANT CAPP är följande:
- definiera kodningssystemet.
- gruppera delarna i delfamiljer.
- utveckla en standardprocessplan.
- hämta och ändra standardplanen.
hämtning CAPP:
- baserat på principerna för GT.
- även kallad en VARIANT datorstödd processplanering (Variant CAPP).
- GT: Gruppteknik.
- konceptet att gruppera delar tillsammans beroende på deras likheter i operationssekvens eller geometri kallas Gruppteknik.
- experters kunskap och standardprocessplaner enligt GT behövs som en databas.
- betydande arbete krävs för att samla in och organisera data.
framträdande punkter i VARIANT CAPP:
- lätt att bygga, lära och använda.
- erfarna processplanerare krävs fortfarande för att redigera processplanen.
- kan inte användas i ett helt automatiserat tillverkningssystem utan ytterligare processplanering.
problem associerade med Variant PP:
- komponenterna som ska planeras är begränsade till liknande komponenter som tidigare planerats.
- erfarna processplanerare krävs fortfarande för att ändra standardplanen för den specifika komponenten.
- Variantplanering kan inte användas i ett helt automatiserat tillverkningssystem utan ytterligare processplanering.
- dessa är fördelarna och begränsningarna med VARIANT CAPP.
några vanliga frågor relaterade till CAPP:
Vad är datorstödd processplanering?
datorstödd processplanering kan definieras som en handling för att förbereda bearbetningsdokumentation för tillverkning av en bit, del eller en enhet med hjälp av en dator.
Vad är processplanering?
processplanering kan definieras som en handling för att förbereda bearbetningsdokumentation för tillverkning av en bit, del eller en montering etc.is kallas för processplanering.
vilka är stegen i processplanering?
dessa är några steg i processplanering:
1. Urval av rå arbetsstycke
2. Bestämning av tillverkningsoperationer och deras sekvenser
3. Val av verktygsmaskiner
Vad är generativ datorstödd processplanering?
ett system som automatiskt syntetiserar en processplan för en ny komponent kallas generativ datorstödd processplanering.
vilka typer av datorstödd processplanering?
dessa är typerna av CAPP:
1. Generativ datorstödd processplanering (G CAPP)
2. Variant datorstödd processplanering (Variant CAPP)
3. Hämtning datorstödd processplanering (hämtning CAPP)