23.16.
metrologiska lasrar är lågeffektinstrument. De flesta är helium – neon kontinuerlig vågutgångslasrar som avger synligt eller infrarött ljus. He-ne-lasrar producerar ljus vid en våglängd av 6328 a (0,6 pi) som är i fas, sammanhängande och tusen gånger mer intensiv än någon annan monokromatisk källa.
Laserinspektionssystem möjliggör mätning av en del när den produceras, vilket möjliggör 100% kvalitet. Lasersystem har brett dynamiskt omfång, låg optisk korsprat och hög kontrast.
lasrar hittar tillämpningar i dimensionsmätningar och ytinspektion på grund av laserljusets egenskaper (ljus, enkelriktad, kollimerad stråle, med hög grad av tidsmässig och rumslig koherens). Dessa är användbara där precision, noggrannhet, snabb kontaktfri mätning av mjuka, känsliga, heta eller rörliga delar krävs.
olika tekniker för dimensionsmätningar är:
(i) Scanning lasermätare. Fig. 23.13 visar ett schematiskt diagram över en skanningslasermätare. Den använder i princip en sändare, mottagare och processorelektronik. Ett tunt band av skanningslaserljus görs för att passera genom en linjär skannerlins för att göra den parallell stråle. Objektet placeras i en parallell stråle, kastar en tidsberoende skugga. Signaler från ljuset som kommer in i fotocellen (mottagaren) bearbetas av en mikroprocessor för att ge visning av dimensionen representerad av tidsskillnaden mellan skuggkanterna. Det kan ge resultat med en noggrannhet på + 0,25 um för objekt med 10-50 mm diameter. Den kan användas för objekt 0,05 mm till 450 mm diameter och erbjuder repeterbarhet på 0,1 um.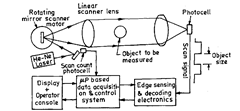
Fig. 23.13. Schematisk av scanning lasermätare.
(ii) foto diod Array Imaging.
i denna metod projiceras skugga av Stationär del på en solid-state diod array bildsensor. Systemet består av laserkälla, bildoptik, fotodiodmatris och signalprocessor och displayenhet. För stora delar används två arrays, en för varje kant. Noggrannhet så hög som + 0,05 um har uppnåtts.
(iii) Diffraktionsmönsterteknik.
dessa används för att mäta små luckor och delar med liten diameter. I denna metod diffrakteras en parallell koherent laserstråle av en liten del, och det resulterande mönstret fokuseras av en lins på en linjär diodmatris. Eftersom diffraktion inte är lämplig för diametrar större än några millimeter, är dess användning begränsad till små ledningar etc. Mätnoggrannheten är mer för mindre delar. Avståndet mellan de växlande ljusa och mörka banden i diffraktionsmönstret är en direkt funktion av tråddiametern, laserstrålens våglängd och linsens brännvidd.
(iv) Lasertriangulationssensorer.
Fig. 23.14 visar principen om laser triangulär sensor. En finfokuserad laserfläck av ljus riktas mot delytan. En lins i sensorn avbildar denna ljuspunkt på en digital solid state, positionskänslig fotodetektor. Mätområdet är mycket litet. Avståndet från avståndet beräknas och fixeras noggrant. Platsen för bildfläcken är direkt relaterad till avståndet från sensorn till objektytan. En förändring i avstängningsavståndet resulterar i en lateral förskjutning av platsen längs sensoruppsättningen. Denna teknik ger snabb mätning av avvikelser på grund av förändringar i ytan och därmed kan utföra automatisk
Fig. 23.14
beräkningar på skalmetallstämplingar för gap och spolning, håldiametrar och kantplatser mycket snabbt. Det är möjligt att mäta deltjocklek eller innerdiameter av borrningar med hjälp av två sensorer. Mätnoggrannheten och mätområdet är direkt relaterade.
(y) Tvåfrekvent Laserinterferometer.
Fig. 23.15 visar schematiskt arrangemang bestående av tvåfrekvent laserhuvud, strålstyrnings-och delningsoptik, mätoptik, mottagare, våglängdskompensatorer och elektronik. Den är idealisk för mätning av linjär positionering, rakhet i två plan, tonhöjd och gir. Det tvåfrekventa laserhuvudet ger en frekvens med en p-polarisering (mätstråle) och en annan frekvens med en s-polarisering (referensstråle). Laserstrålen projiceras till en fjärrinterferometer och delas vid polariserande stråldelare i sina två separata frekvenser. Mätningsjieam riktas genom interferometern för att reflektera av en målspegel eller retroreflektor fäst vid objektet som ska mätas.

Fig. 23.15
referensstrålen reflekteras från fast retroreflektor. Mätstrålen på sin returväg rekombineras med referensstrålen och riktas till den elektroniska mottagaren. En frekvensförskjutning induceras i den återvändande mätstrålen genom Doppler-effekt på grund av rörelse av målspegeln. På grund av deras ortogonala polarisering stör frekvenserna inte för att bilda fransar förrän strålen når mottagaren som övervakar frekvensförskjutningen och ger utmatning av förskjutningen.
fördelen med denna teknik ligger i systemets oberoende på strålens intensitet och därmed ger den hög känslighet, oberoende av buller på grund av luftturbulens, elektriskt brus och lätt brus. Laserhuvudet kan monteras var som helst. Vidare på grund av användning av enstaka fotodetektor per mätaxel är känsligheten för optisk inriktning mindre. Den linjära upplösningen för denna metod är 1 nm, rakhetsupplösningen är 40 nm och vinkelupplösningen är 0,03 bågsekunder.
(vi) Laserscanningsmätare.
Fig. 23.16 visar en laserscanningsmätare som används för beröringsfri mätning av stora föremål med en noggrannhet på cirka 0,01 mm med hjälp av den låga divergensen
hos en laserstråle. En roterande spegel i fokus för den första linsen producerar en stråle parallell med den optiska axeln. Tiden mellan strålens framkant som släcks av objektet och när den kommer ut från andra sidan är ett mått på tvärsnittet som är en funktion av tangenten för vinkeln som subtenderas av objektet vid fokus för den första linsen. Denna teknik är användbar för att mäta rundheten och diametern hos heta stålstänger under vibrationsbetingelser till en noggrannhet av 0,025 mm över diametrar på 5-25 mm.
Fig. 23.16
(vii) mätning av bred Diameter från diffraktionsmönstret som bildas i en laserstråle. Fig. 23.17 visar en metod för att mäta diametern på tunn tråd med hjälp av interferens
Fig. 23.17
fransar som härrör från diffraktion av ljuset av tråden i laserstrålen. Detekteringen av en null förstorad för att fylla dectektorns bländare indikerar att tråden ligger utanför dess dimensionstolerans. Systemet använder de förändringar i fransar som bildas av diffraktion med tråddiameter som orsakar en variation i utgången från fotodetektorn och kan användas som en del av ett styrsystem eller varningsindikator.
ett mått på diametern kan erhållas genom att flytta fotodetektorn tills utgången återställs till sitt ursprungliga värde. Förändringar i tråddiameter så små som 0,2% över tråddiametrar från 0,005 till 0,2 mm kan mätas. Fig. 23.18 visar metoden för längdmätning
genom fransräkning. Laserutgången, som kan vara osammanhängande, lyser upp tre slitsar åt gången i det första planet som bildar interferensfransar. Förflyttningen av interferensfransarna bestäms av en detektor på andra sidan av en kort längd av konventionellt Moire-galler. Det totala antalet slitsar i det första planet styrs av längden över vilken mätning krävs. Avståndet mellan slitsarna och avståndet mellan slitsen till gitterplanet beror på
Fig. 23.18
våglängd för det använda ljuset. Med hjälp av He-ne-laser vid 0,63 um erhålls ett fransavstånd på 1 um vid 1,4 um från slitsarna om en slitsavskiljning på 1 um används.
denna metod kan göra noggranna mätningar över relativt korta avstånd i storleksordningen 100 mm oberoende av variation av brytningsindex och turbulens i luftvägen.