23.16.
metrologiset laserit ovat pienitehoisia mittalaitteita. Useimmat ovat helium-neon-jatkuva-aaltolasereita, jotka lähettävät näkyvää tai infrapunavaloa. He-Ne-laserit tuottavat valoa aallonpituudella 6328 a (0,6 pi), joka on vaiheittaista, koherenttia ja tuhat kertaa voimakkaampaa kuin mikään muu monokromaattinen lähde.
Lasertarkastusjärjestelmät mahdollistavat osan mittaamisen valmistusvaiheessa, jolloin laatu on 100%. Laserjärjestelmissä on laaja dynaaminen alue, matala optinen ristipuhe ja suuri kontrasti.
laserit löytävät sovelluksia ulottuvuusmittauksissa ja pintatarkastuksissa laservalon ominaisuuksien vuoksi (kirkas, yksisuuntainen, kollimoitu säde, jolla on suuri ajallinen ja spatiaalinen koherenssi). Nämä ovat hyödyllisiä, jos tarvitaan tarkkuutta, tarkkuutta, nopeaa kosketuksetonta pehmeiden, herkkien, kuumien tai liikkuvien osien mittaamista.
erilaisia mittaustekniikoita ovat :
(i) Skannauslasermittari. Kuva. 23.13 näyttää kaaviokuvan skannaavasta lasermittarista. Se hyödyntää periaatteessa lähetin -, vastaanotin-ja prosessorielektroniikkaa. Ohut skannauslaservalon nauha tehdään kulkemaan lineaarisen skannerin linssin läpi, jotta se olisi samansuuntainen säteen kanssa. Samansuuntaiseen säteeseen sijoitettu kohde heittää ajasta riippuvan varjon. Valokennoon (vastaanottimeen) saapuvan valon signaalit käsitellään mikroprosessorilla, jotta varjoreunojen välisen aikaeron edustama ulottuvuus saadaan näkyviin. Se voi antaa tuloksia tarkkuudella + 0,25 um 10-50 mm halkaisijaltaan esineitä. Sitä voidaan käyttää esineitä 0,05 mm 450 mm halkaisija ja tarjoaa toistettavuus 0,1 um.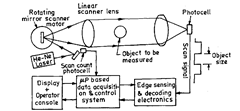
Fig. 23.13. Skannauslasermittarin kaava.
(ii) valokuva diodi Array kuvantaminen.
tässä menetelmässä stationäärisen osan varjo projisoidaan kiinteän olomuodon diodirivikuvaanturiin. Järjestelmä koostuu laserlähteestä, kuvantamisoptiikasta, fotodiodiryhmästä sekä signaaliprosessorista ja näyttöyksiköstä. Suurille osille käytetään kahta taulukkoa, yksi kutakin reunaa kohti. Tarkkuudet jopa + 0,05 um on saavutettu.
(iii) Diffraktiokuviotekniikka.
näillä mitataan pieniä aukkoja ja pieniä halkaisijaltaan olevia osia. Tässä menetelmässä rinnakkaista koherenttia lasersädettä diffraktioidaan pienellä osalla, ja tuloksena oleva kuvio kohdistetaan linssin avulla lineaariseen diodiryhmään. Koska diffraktio ei sovellu muutamaa millimetriä suuremmille halkaisijoille, sen käyttö rajoittuu pieniin johtoihin jne. Mittaustarkkuus on enemmän pienemmille osille. Diffraktiokuviossa vuorottelevien valon ja tumman nauhan välinen etäisyys on langan halkaisijan, lasersäteen aallonpituuden ja linssin polttovälin suora funktio.
(iv) Laserkolmiomittausanturit.
Kuva. 23.14 osoittaa periaatteen laser kolmion anturi. Hienojakoinen valopilkku kohdistuu osan pintaan. Sensorin linssi kuvaa tämän valopilkun digitaaliseen solid-state, position-sensitive photo detector-laitteeseen. Mittausalue on hyvin pieni. Stand off-etäisyys lasketaan ja kiinnitetään huolellisesti. Kuvapaikan sijainti on suoraan verrannollinen erottumisetäisyyteen anturista kohteen pintaan. Erotusetäisyyden muutos johtaa pisteen siirtymiseen sivusuunnassa sensoriryhmää pitkin. Tällä tekniikalla voidaan mitata nopeasti pinnan muutoksista johtuvia poikkeamia ja siten sillä voidaan suorittaa automaattinen
Kuva. 23.14
kuorimetallien meistojen laskelmat rakojen ja huuhtoutumisen, reikien halkaisijoiden ja reunojen sijaintien varalta hyvin nopeasti. Porausreikien paksuutta tai sisähalkaisijaa on mahdollista mitata kahden anturin avulla. Mittaustarkkuus ja mittausalue liittyvät suoraan toisiinsa.
(y) kaksitaajuinen Laserinterferometri.
Kuva. 23.15 osoittaa kaavamainen järjestely koostuu kaksitaajuinen laser pään, säteen suuntaaminen ja jakaminen optiikka, mittaus optiikka, vastaanottimet, aallonpituus kompensaattorit, ja elektroniikka. Se soveltuu ihanteellisesti lineaarisen paikannuksen, suoruuden mittaamiseen kahdessa tasossa, pitchissä ja haussa. Kaksitaajuinen lasersäde tarjoaa, yhdelle taajuudelle P-polarisaation (mittaussäde) ja toiselle taajuudelle s-polarisaation (vertailusäde). Lasersäde projisoidaan kaukointerferometriin ja jaetaan polarisoivassa säteenjakajassa kahteen erilliseen taajuuteensa. Mittausjieam ohjataan interferometrin kautta heijastamaan mitattavaan kohteeseen kiinnitettyä kohdepeiliä tai retroreflektoria.
Kuva. 23.15
vertailusäde heijastuu kiinteästä takautuvasta heijastimesta. Paluupolulla oleva mittaussäde yhdistyy vertailusäteen kanssa ja suuntautuu elektroniseen vastaanottimeen. Doppler-ilmiö indusoi kohdepeilin liikkeestä johtuvan taajuusmuutoksen palaavaan mittaussäteeseen. Koska niiden ortogonaalinen polarisaatio, taajuudet eivät häiritse muodostaa reunoja ennen kuin säde saavuttaa vastaanottimen, joka valvoo taajuuden siirtymistä ja antaa ulostulon Siirtymä.
tämän tekniikan etuna on järjestelmän riippumattomuus säteen voimakkuudesta ja siten se tarjoaa suuren herkkyyden, koska se on riippumaton ilman turbulenssista, sähköisestä melusta ja valomelusta johtuvasta melusta. Laser pää voidaan asentaa mihin tahansa. Lisäksi koska käytetään yhden valodetektorin mittausakselia kohti, herkkyys optiselle suuntautumiselle on pienempi. Menetelmän lineaarinen resoluutio on 1 nm, suoruuden resoluutio 40 nm ja Kulmaresoluutio 0,03 kaarisekuntia.
(vi) Laserkeilausmittari.
Kuva. 23.16 näyttää laserkeilausmittaria, jota käytetään suurten kohteiden kosketuksettomaan mittaukseen noin 0,01 mm: n tarkkuudella käyttäen lasersäteen matalaa divergenssiä
. Ensimmäisen linssin keskipisteessä pyörivä peili tuottaa optisen akselin suuntaisen säteen. Aika kohteen sammuttaman säteen etureunan ja toiselta puolelta tulevan säteen välillä on poikkileikkauksen mitta, joka on kohteen ensimmäisen linssin keskipisteessä osoittaman kulman tangentin funktio. Tällä tekniikalla voidaan mitata kuumien terästankojen pyöreyttä ja halkaisijaa tärinäolosuhteissa 0,025 mm: n tarkkuudella 5-25 mm: n halkaisijoilla.
Kuva. 23.16
(vii)Lasersäteessä muodostuneesta Diffraktiokuviosta mitattu Läpimitta. Kuva. 23.17 esittää menetelmää, jolla mitataan ohuen langan halkaisija interferenssillä
Kuva. 23.17
särmät, jotka johtuvat valon diffraktiosta lasersäteen johdolla. Dekteektorin aukon täyttämiseksi suurennetun nollan havaitseminen osoittaa, että lanka on mittatoleranssinsa ulkopuolella. Järjestelmä käyttää johtimen halkaisijan diffraktiossa muodostuvia reunamuutoksia, jotka aiheuttavat vaihtelua valodetektorin ulostulossa ja joita voidaan käyttää osana ohjausjärjestelmää tai varoitusilmaisinta.
läpimitan mitta saadaan liikuttamalla valodetektoria, kunnes lähtö palautuu alkuperäiseen arvoonsa. Langan halkaisijan muutokset ovat pieniä kuin 0,2% langan läpimitoilla 0,005-0,2 mm voidaan mitata. Kuva. 23.18 näyttää pituusmittausmenetelmän
hapsulaskennalla. Laserulostulo, joka voi olla epäjohdonmukainen, valaisee kolme rakoa kerrallaan ensimmäisessä tasossa, jotka muodostavat häiriöitä. Häiriöiden reunojen liike määritetään ilmaisimella, joka on lyhyen pituisen tavanomaisen Moire-ritilän toisella puolella. Ensimmäisen tason rakojen kokonaismäärää säätelee pituus, jolta mittausta vaaditaan. Rakojen väli ja raon etäisyys ritilän tasoon riippuu kuvasta

Kuva. 23.18
käytetyn valon aallonpituus. Käyttämällä He-Ne-laseria 0,63 um, 1 um: n fringe-etäisyys saadaan 1,4 um raoista, jos käytetään 1 um: n rakoerotusta.
tällä menetelmällä voidaan tehdä tarkkoja mittauksia suhteellisen lyhyillä 100 mm: n etäisyyksillä riippumatta taitekertoimen vaihtelusta ja ilman kulkuradan turbulenssista.