materiaalien vikaantuminen on erittäin tärkeää sekä tekniikan että talouden kannalta, koska komponentin murtunut osa voi estää tai estää työprosessin. Siksi, yksityiskohtainen tutkimus tehdään yleensä vikaantuneet osat. Huomattava osa epäonnistumisista johtuu väsymismekanismeista. Jos prosessi kuitenkin jatkuu kohonneissa lämpötiloissa, esiin nousee Uusi tavallinen epäilty. Tätä vikamekanismia kutsutaan hiipimishäiriöksi. Virumisen standardimääritelmä voidaan tehdä materiaalien plastisena muodonmuutoksena korkeissa lämpötiloissa ja staattisissa kuormituksissa.
Virumiskäyttäytyminen on olennaisen tärkeää korkeissa lämpötiloissa tapahtuvissa teknisissä sovelluksissa. Siksi metalliosien suunnittelu on tehtävä ottamalla huomioon virumisvastus. Esimerkiksi suihkumoottoreiden turbiinien lavat kärsivät yleensä virumasta, sillä Moottorin sisäilmakehä toimii 800-1300°C: n lämpötilassa.lisäksi lapojen keskipakokuormitukset vaikuttavat myös materiaalin muovivirtaukseen. Sen vuoksi käytetään muita seosaineita, joilla varmistetaan turbiinin lapojen virumiskestävyyden kasvu. Muut korkean lämpötilan tekniikan sovelluksia voidaan esimerkkeinä; ydinreaktorit, kattilan putket, rakettimoottorit, ja höyryturbiinit.
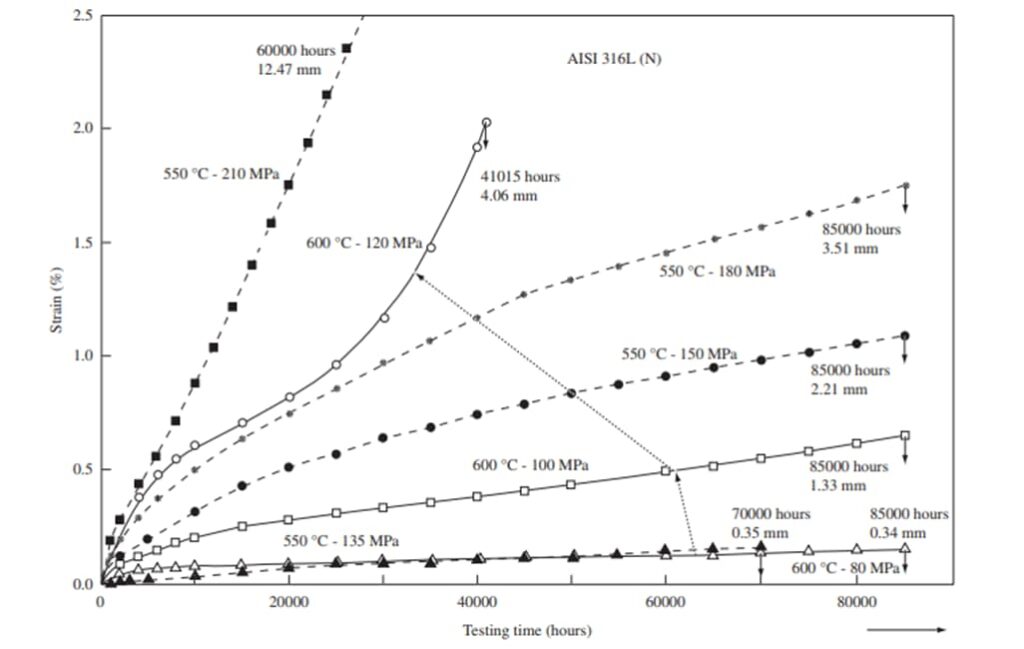
kiderakenteisissa materiaaleissa (metallit ja keramiikka) kriittinen virumislämpötila voidaan määrittää siihen liittyvän materiaalin sulamislämpötilan 0,4-0,5: ksi. Tämä kriittinen lämpötila on ratkaiseva materiaalien suunnittelunäkökohtien kannalta. Kun Lasit ja polymeerimateriaalit otetaan huomioon, lasittumislämpötila päätetään kriittiseksi pisteeksi, jossa tapahtuu suuria määriä virumisjännitystä. Osa materiaaleista voi kuitenkin kärsiä hiipimisestä myös huoneenlämmössä. Nämä materiaalit voivat olla kumimaisia polymeerejä tai pehmeitä metalleja (esim.lyijyä). Kriittiset lämpötilat virumisvirheet ovat elintärkeitä valinta oikeat materiaalit suunnittelun aikana, jos tekniset komponentit. Materiaalien virumiskestävyyden parantamiseksi käytetään yleisesti tiettyjä seosaineita. Tässä vaiheessa nikkeliä, kromia ja kobolttia käytetään laajalti seosaineina teknisten materiaalien virumiskestävyyden lisäämiseksi. Kuten aiemmin on todettu, suihkumoottoriturbiinien lavat valmistetaan nikkelin superseoksilla (CMSX-4, CMSX-10, Inconel jne.) ja muita seosaineita (renium, rutenium), jotka edistävät turbiinin lapojen virumiskestävyyttä. Materiaalien muovivirtaus virumisen vuoksi voi vaihdella eri lämpötiloissa ja erilaisissa vetojännityksissä. Kannan muutos vaihtelevien lämpötilojen mukaisesti näkyy alla olevassa kuvassa. Kun mallia tutkitaan, on selvää, että materiaalien muovivirtaus voi tapahtua rasituksissa, jotka ovat pienempiä kuin testatun materiaalin myötörasitus. Samoin väsymyshäiriö hiipimisvirhe voi alkaa jopa pienemmillä rasituksilla kuin saantojännitys. Siksi materiaalisuunnittelu on erittäin tärkeää korkean lämpötilan sovelluksissa. Jos materiaalivalinta tehdään vain ottamalla huomioon huonelämpötilat tai mitättömät lämpötilat (lämpötilat, jotka eivät voineet vaikuttaa virumiseen), muovivirran käynnistymisen jälkeen voi syntyä katastrofeja, jotka ovat metallin myötölujuuden alapuolella. Alla oleva luku edustaa 316L austeniittisen ruostumattoman teräksen virumiskäyttäytymistä, jota käytetään hyvin yleisesti hitsaussovelluksissa.
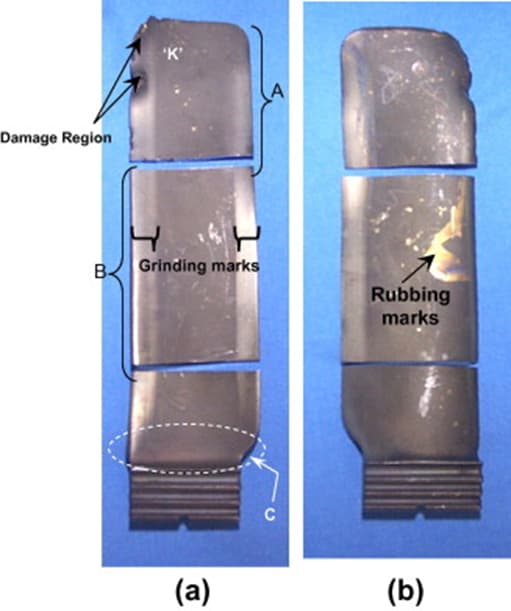
virumishäiriön mekanismi on myös ratkaiseva metallien virumisvastuksen parantamiseksi. On tutkittava oikein metallin murtunut pinta, joka on epäonnistunut tähän mennessä. Useimmat tutkimukset osoittavat, halkeamia esiintyy raerajoilla epäonnistuneiden metallien. Siksi virumisvirheiden murtumaominaisuudet voidaan useimmissa tapauksissa määritellä rakeiden välisiksi. Lisäksi korkean lämpötilan ympäristö, jossa metalliosaa käytetään, voi aiheuttaa sitkeätyyppisen murtuman. Näin ollen on selvää, että virumisvirheet ovat rakeiden välisiä sitkeitä murtumia (useimmille epäonnistumisille). Koska creep vika halkeamia aloitetaan raerajoja suhteellisen metallin, puuttuminen raerajoja voi tulla edullinen korkean lämpötilan sovelluksia. Siksi metalliosat, jotka on suunniteltu korkean lämpötilan sovelluksiin, tuotetaan vähentämällä jyvien määrää. Useimmat turbiinin lavat on valmistettu tarjoamalla yksikiteisiä rakenteita, joissa esiintyy vain yksi raeraja. Alla olevassa kuvassa näkyy virumisesta kärsivän metalliosan rakeiden välinen murtuma.
virumisvastus saadaan suorittamalla erityisiä virumiskokeita halutuille metalliosille. Yleensä käytetään vetokokeita muovivirran ja materiaalin venymisnopeuden ymmärtämiseksi. Vetokokeella arvioitua ennustetta ei kuitenkaan voida käyttää materiaaleille, joita on tarkoitus käyttää korkean lämpötilan sovelluksissa. Vetolujuustestin lopussa määritetty venymisnopeus on asianmukainen huoneenlämpöisissä käyttöolosuhteissa. Tässä vaiheessa metallin rasitus levitetylle rasitukselle ei muutu ajan kuluessa ympäristön alhaisen lämpötilan vuoksi. Jos kuitenkin otetaan huomioon kohonneet lämpötilat, venymisnopeus on laskettava täsmälliselle käyttölämpötilalle, koska viruminen on ensisijainen vikamekanismi. Tässä neljäsosa materiaalien sulamislämpötilasta on suoritettava vetokokeessa, jotta voidaan simuloida materiaalin käyttäytymistä korkeissa lämpötiloissa.
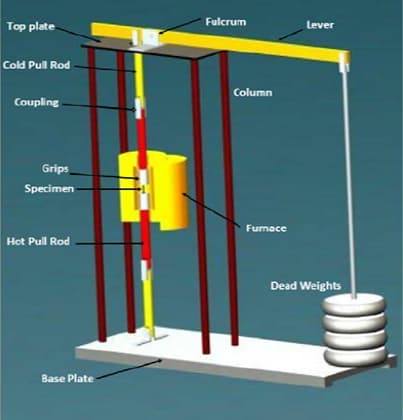
metallien virumiskoe tehdään metallin käyttäytymisen ennakoimiseksi korkeissa lämpötiloissa. Virumistesti on hyvin samankaltainen kuin vetolujuus-tai puristustestit; virumistestin aikana pidetään kuitenkin yllä korkeita lämpötiloja. Virumistesti tehdään vetokoekappaleella. Lähtökuorma määritetään ennen testin aloittamista. Näin ollen metallin vetomalliin kohdistetaan jatkuva jännitys virumisolosuhteiden simuloimiseksi. Kuormat voivat olla yksinkertaisia painoja, tai vetokoekone voi ylläpitää jännitystä näytteessä. Sen lisäksi näytteen poikki asetetaan yksinkertainen uuni, jolla saadaan aikaan halutut kohonneet lämpötilat. Testikappaleeseen asetetaan termopari metallin lämmön säätelemiseksi. Kun haluttu lämpötila on saavutettu, testikappaleeseen kohdistetaan veto-tai puristusjännityksiä. Testin lopussa näytteen venymisnopeus piirretään kaavioon. Venymisnopeuden tulokset kuluneen ajan mukaan nimetään virumiskäyräksi, jossa harkinta tehdään käyttämällä sitä. Näytteen käyttäytyminen korkeassa lämpötilassa voidaan nähdä tässä virumiskäyrässä-alla olevassa kaaviossa on tyypillinen virumiskäyrä, jossa on kolme erillistä aluetta.
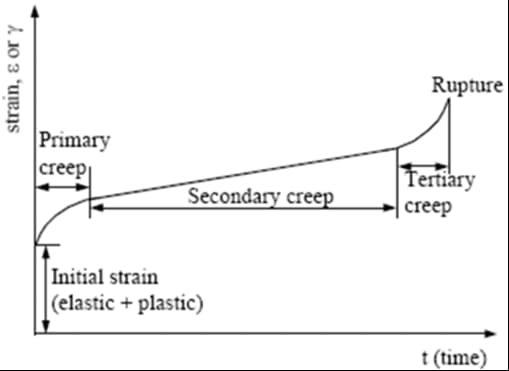
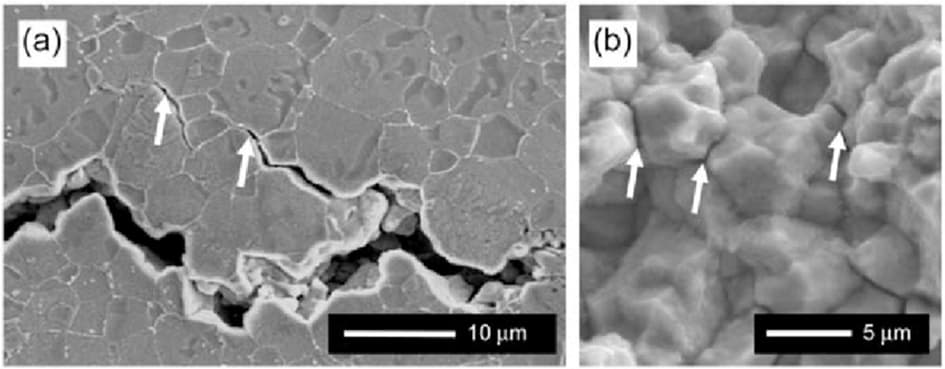
virumiskäyrän alueet ovat erillisiä vyöhykkeitä, joissa virumisnopeus vaihtelee kullakin vyöhykkeellä. Venymisnopeuden derivaattaa ajan suhteen kutsutaan venymisnopeudeksi. Testinäytteen murtumisaika riippuu yleensä lämpötilan ja kohdistetun rasituksen määrästä. Ensimmäinen muodonmuutos, joka tapahtuu ennen testin aloittamista, voi olla elastinen tai muovinen tai molemmat. Kuitenkin, vaikka alkuperäinen plastinen muodonmuutos tapahtuu ennen testin alkua, venymisnopeutta alkuperäisessä muodonmuutoksessa ei voida ilmoittaa virumishäiriöksi. Virumistesti tehdään yleensä kohdistamalla siihen liittyvän materiaalin myötölujuutta pienempiä jännityksiä. Virumiskäyrän alueet voidaan nimetä primaariseksi (transienttiseksi) virumisvyöhykkeeksi, sekundaariseksi (vakiotilaiseksi) virumisvyöhykkeeksi ja tertiääriseksi virumisvyöhykkeeksi. Materiaalin kanta alkaa primaarisella virumisvyöhykkeellä (lukuun ottamatta alkuperäistä muodonmuutosta, joka tapahtuu kuormien vuoksi Ilman lämmitystä). Metallin venymisnopeus saavuttaa minimiarvonsa vakaan tilan virumisvyöhykkeellä, jossa myös metallin venymisnopeus on vakio. Ennen metallin lopullista murtumista materiaalin rakenteeseen syntyy pieniä aukkoja. Nämä pienet ontelot kasvavat ja yhtyvät, joten halkeamia esiintyy. Nämä halkeamat johtavat metallin lopulliseen vikaantumiseen. Näiden pienten tyhjiöiden merkitys liittyy itse asiassa niiden syntyaikaan. Kun tertiäärinen viruminen alkaa, syntyy näitä pieniä tyhjiöitä. Nämä pienet tyhjiöt ovat erottuvia kuvioita epäonnistumisen analysointiin. Kun metallin murtumapinnan mikrorakenne havaitaan, nämä pienet tyhjiöt voidaan nähdä. Pienten tyhjiöiden havainnointi kertoo, että materiaalin käyttöajasta puolet on valmis.
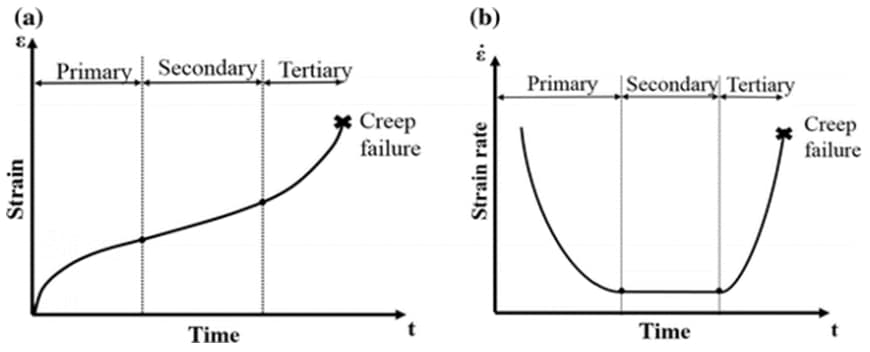
näin ollen metalliosa kuluttaa puolet vakaan tilan virumisvyöhykkeen ja tertiäärisen virumisvyöhykkeen välisestä elinajasta. Metallin jäljellä oleva käyttöikä tertiäärisellä virumisvyöhykkeellä ei kuitenkaan vastaa puolta materiaalin kokonaiselämästä. Materiaalin virumisnopeus kasvaa tertiäärisellä virumisvyöhykkeellä, joten viruman eteneminen tertiäärialueella kasvaa myös kolmannella vyöhykkeellä. Näin ollen materiaalin loppu käyttöaika kuluu nopeammin kuin kulutus vakiotilaisessa virumisvyöhykkeessä. Hiipumisnopeustermi on nähtävissä alla olevassa kuvassa. Useimmat suunnittelunäkökohdat hyödyntävät vakaan tilan virumisnopeutta materiaalille, jota käytetään korkean lämpötilan sovelluksissa. Koska virumisnopeus on virumisnopeuden derivaatta aikaa vastaan, toissijainen virumisvyöhyke suorittaa vähimmäis-ja vakiovirumisnopeuden alla olevalla virumisnopeudella (virumisnopeudella) vs. aikagrammilla.
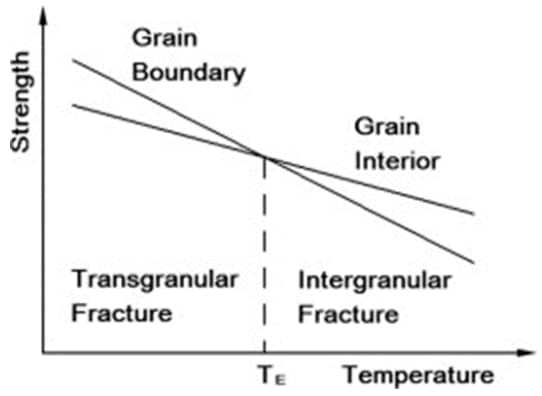
mainittiin, että rakeiden välinen murtumamekanismi on yleinen virumisvirheissä. Rakeiden välisen murtumaominaisuuden syy voidaan selittää tutkimalla sisempien jyvien ja raerajojen lujuusarvoja eri lämpötiloissa. Raerajojen vetolujuus on matalissa lämpötiloissa korkeampi kuin jyvien sisäpuolen; kuitenkin jyvien sisäpuolen vetolujuus on korkeampi kuin raerajojen korkeissa lämpötiloissa. Siksi korkean lämpötilan vikoja esiintyy yleensä raerajoilla (rakeiden välissä). Koska viruminen tapahtuu korkeissa lämpötiloissa (useimmille metalleille), virumurtumien rakeiden välisiä ominaisuuksia havaitaan yleisesti. Alla olevassa kaaviossa esitetään vetojännityksen vaihtelu vaihtelevilla lämpötiloilla. Rakeiden välisten ja transgranulaaristen viivojen leikkauspistettä kutsutaan ”equicohesive-lämpötilaksi”, jossa sekä raerajojen että sisempien jyvästen vahvuudet ovat yhtä suuret.
virumistestejä koskevat standardit ovat ratkaisevan tärkeitä luotettavien testitietojen saamiseksi. Erilaiset standardit creep-testauksesta ovat nähtävissä alla olevassa taulukossa.
Taulukko 1. Useita standardeja virumista varten
| BS 3500 | metallien viruminen-ja Repeämätestausmenetelmät. |
| BS EN 10291 | metalliset materiaalit-yksiakseliset Virumistestit jännityksessä. |
| BS EN ISO 899 | Plastics-Determination of cream behavior. |
| ASTM E139 | metallimateriaalien viruminen -, viruminen-ja Jännitysmurtumakokeiden suorittaminen. |
| BS EN 1225 | Lasin Virumiskertoimen määrittäminen * vahvistetut Lämpökovettuvat muovit * märät olosuhteet. |
| BS EN 761 | Lasin Virumiskertoimen määrittäminen * vahvistetut Lämpökovettuvat muovit * kuivat olosuhteet. |
- Hosford, W., 2011. Materiaalitiede. New York: Cambridge University Press.
- Effect of Microstucture and Crystallographic Texture on Mechanical Properties of Modified 9Cr-1MO Steel-Scientific Figure on ResearchGate. Saatavilla osoitteesta: https://www.researchgate.net/figure/A-typical-creep-curve-indicates-three-different-regions-the-primary-secondary-and-the_fig15_325678541
- Twi-global.com 2020. Hyypiötesti. Saatavilla: <https://www.twi-global.com/technical-knowledge/job-knowledge/creep-and-creep-testing-081>.
- Dowling, N., Kampe, S. and Kral, M., n.d. Mechanical Behavior of Materials. s. 802, 809.
- Shop.bsigroup.com 2020. Engineering Standards, Requirements For Engineering, BSI. Saatavilla: <https://shop.bsigroup.com/en/Browse-by-Sector/Engineering/?t=r>.
- Gaffard, V., Besson, J., & Gourgues-Lorenzon, A. F. (2005). Karkaistun martensiittisen ruostumattoman teräksen virumisvirhemalli, jossa on useita muodonmuutoksia ja vauriomekanismeja. International Journal of Fracture, 133 (2), 139-166. doi: 10.1007 / s10704-005-2528-8
- Sasikala, G., Mathew, M. D., Bhanu Sankara Rao, K., & Mannan, S. L. (1999). Typellä varustetun tyypin 316 ruostumattoman teräshitsausmetallin virumisen muodonmuutos ja murtumakäyttäytyminen. Journal of Nuclear Materials, 273(3), 257-264. doi: 10.1016 / s0022-3115(99)00057-4